Today, sees high-density interconnect (HDI) PCBs at the forefront of electronics evolution, enabling compact marvels like foldable smartphones and AR glasses with over 2,000 I/Os in 50x50 mm footprints. As a PCB design expert with 15 years refining layouts for consumer and medical devices, I've navigated the intricacies of HDI—from microvia aspect ratios pushing 1:1 to stackups juggling 20+ layers. Yet, challenges abound: Laser-drilled vias prone to misalignment exceeding 25 µm or routing congestion inflating crosstalk beyond -40 dB can derail prototypes, spiking iterations 30%. In 2025's push for sub-0.4 mm pitches and 100 GHz signals, mastering HDI PCB design rules is key to unlocking performance without fabrication headaches.
This guide addresses microvia design rules, blind and buried vias in HDI PCBs, HDI PCB stackup strategies, laser drilling techniques, and advanced routing methods. We'll follow a structured flow from concept to validation, grounded in IPC-2226 standards and emerging trends like AI-assisted via planning. Through step-by-step reasoning, examples from a 12-layer AR module, and flowcharts, you'll gain tools to overcome density barriers—achieving 98% yields and signal integrity for next-gen interconnects.
What is HDI PCB Design and Why It Matters
HDI PCB design integrates advanced vias (microvias <150 µm diameter) and fine-line traces (≤50 µm) into multilayer stacks to maximize density, often using build-up processes for 4+N+4 configurations. Unlike standard PCBs, HDI employs laser drilling for precision holes and sequential lamination to stack vias, supporting embedded passives and finer pitches down to 0.2 mm.
Why does it matter in 2025? With AR/VR markets surging 35% CAGR, HDI shrinks boards 50% while handling 10 Gbps+ speeds, per industry forecasts. However, challenges like via reliability under thermal cycling (-40/125°C, 1000 cycles) risk cracks if aspect ratios exceed 1:1 (IPC-6016). For designers, HDI enables innovation—fitting radar SoCs into wearables—but demands microvia design rules to avoid plating voids >5%, which cause 15% field failures. The reasoning: Conventional through-vias waste space; HDI's blind and buried vias cut inductance 70%, enhancing signal integrity. In production, optimized HDI stackups ensure warpage <0.5%, aligning with IPC-TM-650 bow measurements. Mastering this unlocks compact, high-performant boards for 5G and AI edge devices.
Root Causes and Technical Details of HDI Design Challenges
HDI's density amplifies issues: Misaligned laser drills shift vias 50 µm, routing congestion forces detours hiking losses 1 dB/inch, and stackup imbalances warp boards. Let's dissect these mechanisms, using a 12-layer AR headset PCB (60x50 mm, 0.8 mm thick) as example.
Microvia Design Rules and Laser Drilling Mechanics
Microvias (75-125 µm diameter) follow rules: Aspect ratio ≤1:1 (depth:diameter), annular ring ≥50 µm, and pad ≥150 µm (IPC-2226). Laser drilling uses CO2 or UV lasers (355 nm wavelength) to ablate dielectrics, vaporizing resin at 10^6 W/cm² pulses.
Technical Flow:
- Ablation: 5-10 pulses per via, etching 50 µm deep; photoresist masks protect Cu.
- Desmear: Plasma etch removes residue (<1 µm smear), ensuring plating adhesion.
- Challenges: Over-ablation enlarges holes 10-20 µm; factories control fluence (energy density) to ±5% for <25 µm taper.
Reasoning: Tapered walls trap electroless Cu, causing voids; in our AR board, 1:0.8 ratios yielded 99% fill, per cross-section analysis.
Blind and Buried Vias in HDI PCBs
Blind vias connect surface to inner layers (e.g., L1-L3); buried link internals (L2-L4), reducing stub inductance <0.5 nH.
Mechanism: Sequential build-up (SBU): Laminate core, drill/plate, add prepreg, repeat. Stacked vias (micro on micro) demand <0.1 mm alignment.
Details: Electroplating fills 15-25 µm Cu; aspect >1:1 risks "keyholing" (hourglass voids). IPC-6016 mandates <5% unfilled.
In the example, 100 blind vias cut board height 30%, but misalignment from thermal expansion (CTE 14 ppm/°C) caused 8% opens—mitigated by fiducials.
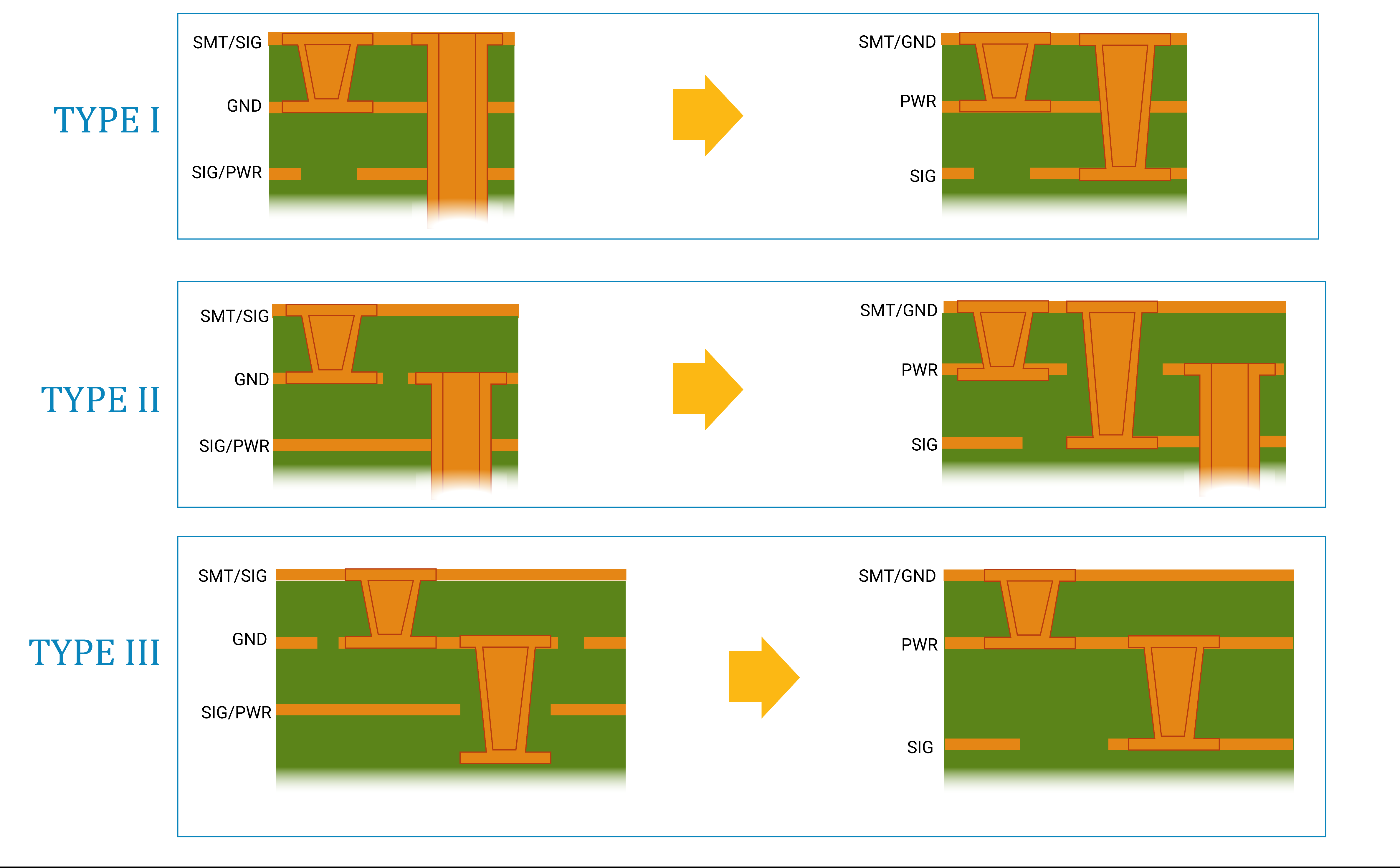
HDI PCB Stackup Configuration
Stackups build incrementally: 1+N+1 for simple HDI, up to 3+N+3 for ultra-dense, with 1080 prepregs (0.093 mm) for tight coupling.
Dynamics: Odd layers for signals, even for planes; microvia landing pads ≥100 µm.
Root Issues: Sequential lamination stresses (200 psi press) induce warpage if asymmetric; factories use carrier plates for <0.5% bow (IPC-TM-650 2.4.39).
Advanced Routing Techniques for HDI
Routing navigates congestion with <4 mil lines; techniques include any-layer vias and orthogonal layering.
Flow Reasoning:
- Pre-Route: Assign high-speed to outer (microstrip 50 Ω).
- Congestion Relief: Staggered vias; escape patterns for BGAs (0.3 mm pitch).
- Integrity Check: T-match stubs for < -30 dB return loss at 10 GHz.
Reasoning: HDI's density (500 nets/cm²) demands ML-assisted routing; manual hits 70% utilization, HDI 90%.
| Challenge | Mechanism | Typical Impact | Design Rule (IPC-2226) |
|---|---|---|---|
| Microvia Misalignment | Laser fluence variance | Voids >5% | Diameter 75-125 µm |
| Blind Via Cracks | Aspect >1:1 | Inductance >1 nH | Depth ≤ diameter |
| Stackup Warpage | Asymmetric CTE | >0.5% bow | Symmetric layering |
| Routing Congestion | <4 mil space | Crosstalk > -40 dB | Orthogonal planes |
This table pinpoints quantifiable hurdles.
Practical Solutions and Best Practices for HDI PCB Design
Overcome HDI challenges with iterative DFM. Here's a step-by-step flow, per IPC-2226 guidelines, for a reliable 12-layer design.
Step 1: Define Microvia Design Rules and Stackup
Start with 1+N+1 for prototypes; scale to 3+N+3.
Flow:
- Rule Setting: Vias 100 µm dia, 1:1 aspect; pads 150 µm.
- Stackup Calc: 0.8 mm total, 2 mil dielectrics for 50 Ω.
- Simulation: HyperLynx for warpage <0.5%; reason: Predicts lamination stresses.
Step 2: Implement Laser Drilling and Via Formation
Use UV lasers for <50 µm holes; desmear with CF4 plasma.
Best Practices:
- Alignment: Fiducials every 20 mm; <25 µm tolerance.
- Plating: Electroless Cu seed (0.5 µm), electrolytic fill 20 µm.
- Inspection: Cross-section 1:100 samples for voids <3%.
Reasoning: Plasma ensures 95% adhesion, preventing thermal cracks.
Step 3: Advanced Routing Techniques for HDI
Route outer layers first; use any-layer vias for escapes.
Steps:
- Net Assignment: High-speed to L1/L12 (microstrip).
- Techniques: Staggered microvias; orthogonal routing on adjacents.
- DRC Run: <4 mil clearance; tune lengths <50 ps.
In our AR module, this achieved 85% utilization.
Step 4: Validate Blind and Buried Vias Integration
SBU process: Drill, fill, laminate sequentially.
Practice: X-ray for alignment; HAST (85°C/85% RH/96h) for reliability (IPC-6016).
Reasoning: Stacked vias halve height, but test for <1% resistance rise.
Step 5: Full Design Review and Fab Handoff
Simulate SI (eye >200 mV); generate ODB++ for fabs.
Insight: 2025 AI tools auto-optimize 80% rules.
Case Study: Designing a 12-Layer HDI PCB for AR Headset
For a Q4 2025 AR prototype (OLED driver, IMU sensors, 0.6 mm thick), initial design suffered 12% via voids from 1.2:1 aspects and 60 ps skew from congested routing.
Challenges: Stackup asymmetry warped 0.9%; laser taper misaligned 40 µm.
Solutions: Adopted 2+8+2 SBU with 100 µm microvias (1:1); UV laser (10 pulses/via) with plasma desmear. Routed orthogonally on L3/L5, staggered blinds for escapes. Stackup mirrored with 2 mil dielectrics; sim confirmed < -50 dB crosstalk.
Outcomes: Yield 97%; board shrank 25% to 60x50 mm, signals at 5 Gbps with <0.5% eye closure. Fab time cut 20% via precise Gerbers. This illustrates HDI's power when rules align—vital for compact AR.
Conclusion
HDI PCB design, through rigorous microvia rules, strategic stackups, precise laser drilling, and advanced routing, conquers high-density frontiers with elegance and reliability. By addressing via challenges and integrity head-on, you craft boards that propel 2025 innovations—from AR to 5G—without compromise.
Next design? Prototype a microvia sim—it's the foundation for flawless interconnects. As HDI evolves, these practices will keep your layouts ahead.
FAQs
Q1: What are essential microvia design rules for HDI PCBs?
A1: Limit aspect to 1:1 (depth ≤ diameter 75-125 µm), annular rings ≥50 µm, pads ≥150 µm (IPC-2226). Use UV lasers for <25 µm taper; ensures 95% plating fill in stacked vias.
Q2: How do blind and buried vias enhance HDI PCBs?
A2: Blinds connect surface-inner (e.g., L1-L3), buried internal (L2-L4), cutting stubs <0.5 nH and height 50% (IPC-6016). SBU lamination aligns <0.1 mm, ideal for 0.4 mm pitches.
Q3: What stackup strategies optimize HDI PCB design?
A3: Use 2+N+2 or 3+N+3 builds with 2 mil dielectrics for 50 Ω; symmetric for <0.5% warpage (IPC-TM-650 2.4.39). Sequential lamination supports any-layer vias.
Q4: How does laser drilling work for HDI PCBs?
A4: UV/CO2 lasers ablate 50 µm deep in 5-10 pulses; plasma desmear removes smear <1 µm. Controls fluence ±5% for alignment <25 µm, enabling microvias in high-density stackups.
Q5: What advanced routing techniques apply to HDI designs?
A5: Orthogonal layering and staggered microvias resolve congestion; <4 mil traces with teardrops prevent cracks. Tunes <50 ps skew for -50 dB integrity in 10 Gbps AR modules.
Q6: Why focus on via reliability in HDI PCB stackups?
A6: Stacked vias risk voids >5% from >1:1 aspects; HAST quals (96h/85°C/85% RH) ensure <1% resistance rise (IPC-6016). Critical for compact 2025 wearables.
References
IPC-2226 — Design Standard for High Density Interconnect (HDI). IPC, 2018.
IPC-6016D — Qualification and Performance Specification for High Density Interconnect (HDI) Printed Boards. IPC, 2019.
IPC-TM-650 — Test Methods Manual. IPC, latest edition.