Introduction
In surface mount technology production, solder paste deposition sets the foundation for reliable assembly outcomes. Framed stencils play a key role in achieving consistent solder paste volume and precise placement on pads. Engineers often face challenges like insufficient paste transfer or bridging when using less stable stencil options. Framed stencils address these issues through enhanced mechanical stability during SMT stencil printing. This article explores how they optimize solder paste deposition, drawing on practical engineering insights. By understanding their benefits, you can boost yield and reduce rework in your production lines.

What Are Framed Stencils and Why They Matter in SMT
Framed stencils consist of a thin metal foil, typically stainless steel, stretched tightly over a rigid frame. This design contrasts with frameless stencils, which lack the supporting structure and require manual tensioning. The frame maintains uniform tension across the foil, ensuring the stencil remains flat under the pressure of automated squeegees. In high-volume SMT processes, this stability directly impacts solder paste deposition quality. Poor tension leads to foil deflection, causing uneven solder paste volume on fine-pitch components. Framed stencils minimize these variations, making them essential for electric engineers targeting consistent reflow results.
The relevance of framed stencils grows with shrinking component sizes and higher densities on modern PCBs. They support precise control over framed stencil solder paste application, reducing defects like insufficient solder joints or shorts. Production teams report improved first-pass yields when switching to framed options for automated lines. Without proper stencil integrity, even optimal stencil aperture design fails to deliver reliable paste transfer. Framed stencils thus matter for maintaining process capability in demanding environments.
Technical Principles Behind Framed Stencils' Performance
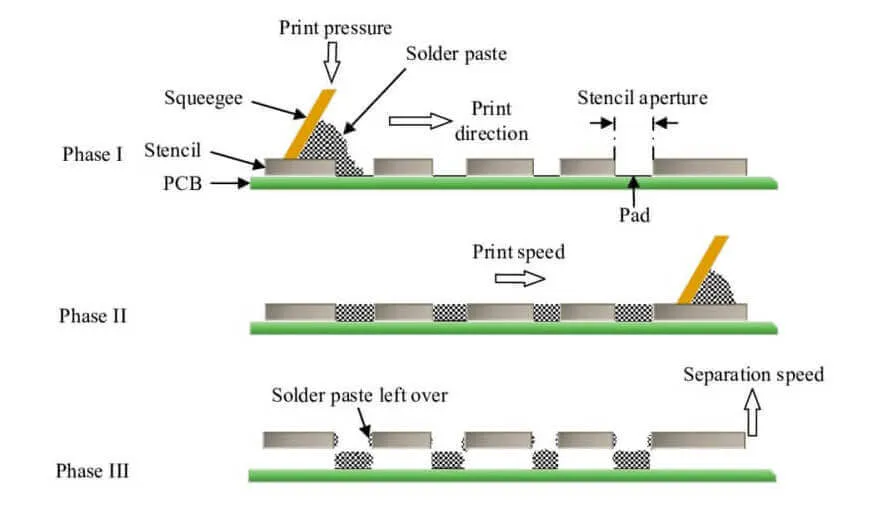
Framed stencils excel in solder paste deposition due to their ability to sustain precise foil tension, typically around 40-60 N/m depending on thickness. This tension prevents sagging or waving during the printing stroke, allowing the squeegee to cleanly release paste from apertures. In SMT stencil printing, consistent downward force from the frame ensures uniform gasketing between stencil and PCB. Variations in tension cause air entrapment or paste smearing, directly affecting solder paste volume. Engineers can verify tension using deflection tests, where framed stencils show minimal bow under load compared to frameless types.
Another principle involves enhanced registration accuracy. The rigid frame aligns fiducials with PCB tooling holes, achieving sub-25 micron offsets critical for 01005 components. During printing, the frame resists shear forces from squeegee passes, preserving aperture integrity. This leads to higher transfer efficiency, often exceeding 75% for fine features. Framed stencils also distribute mechanical stress evenly, extending foil life over thousands of prints. These mechanisms collectively improve solder paste deposition uniformity across large panels.
Stencil thickness, commonly 100-125 microns for standard applications, interacts with frame design for optimal release. Nano-coatings on the foil further aid clean snap-off, but the frame's role in maintaining flatness amplifies their effect. IPC-7525C guidelines emphasize tension control for reliable stencil performance in such setups.
Stencil Aperture Design and Its Role with Framed Stencils
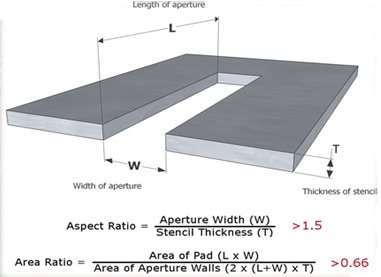
Stencil aperture design profoundly influences solder paste volume transfer, especially when paired with framed stencils. Engineers must consider aspect ratio, defined as aperture width divided by thickness, ideally kept above 1.5 for clean release. IPC-7525C recommends an area ratio greater than 0.66 to ensure dependable printability, balancing wall area against pad area. Framed stencils support aggressive designs like trapezoidal or scooped apertures by preventing distortion under print pressure. Poor ratios lead to paste starvation on small pads or bridging on larger ones.
Aperture walls require smooth laser-cut edges to minimize residue buildup, which framed tension helps sweep away consistently. For high-density boards, home plating or over-etching refines walls, enhancing release for Type 4 or finer solder pastes per J-STD-005B. Framed stencils maintain dimensional stability, allowing apertures to hold tolerances under repeated cycles. This enables precise solder paste deposition tailored to component leads, such as QFNs or BGAs.
Multi-level stencils benefit greatly from framing, as varying thicknesses demand rigid support to avoid warping. Design software simulates paste flow, but real-world validation confirms framed setups yield superior volume control. Troubleshooting aperture issues starts with verifying ratios against production data.
Best Practices for Implementing Framed Stencils in SMT Printing
Select framed stencils for runs exceeding 500 panels to leverage their durability and automation compatibility. Calibrate printer tension to match frame specs, typically 45-55 N/m, and monitor with laser gauges. Use dual squeegees at 45-60 degree angles for even solder paste distribution, adjusting speed to 20-50 mm/s based on paste rheology. Clean stencils every 10-20 prints with programmed wipes, preventing paste dry-out that affects deposition.
IPC-7527 provides criteria for evaluating print quality, such as brick height uniformity within 10% variation. Inspect solder paste volume using SPI tools targeting 100-120% of nominal for most alloys. Store framed stencils vertically in controlled humidity to preserve tension. Transition from prototypes by validating framed stencil solder paste performance on golden samples.
Optimize stencil aperture design iteratively, starting with conservative ratios and refining based on defect maps. Pair with mid-range Type 3 pastes for balanced flow under framed conditions.
Troubleshooting Solder Paste Deposition Issues with Framed Stencils
Insufficient solder paste volume often stems from low squeegee pressure or worn foil tension. Check frame alignment first, as offsets exceed 50 microns signal mounting issues. Bridging indicates excessive paste or aperture bridging; reduce volume by thinning apertures or slowing print speed. For scooped prints, verify gasketing by adding vacuum assist.
Starved pads point to low area ratios or paste slump; reference J-STD-005B for powder size suitability. Uneven deposition across the panel suggests frame warp, resolvable by retensioning or replacement. Use post-print microscopy per IPC-7527 to classify defects and adjust parameters.
Common fixes include nano-coating refresh and squeegee edge honing. Log process data to predict stencil end-of-life, typically after 50,000 prints.
Conclusion
Framed stencils elevate SMT production by delivering precise solder paste deposition and consistent volume control. Their rigid support ensures reliable stencil aperture design performance under demanding conditions. Implementing best practices minimizes defects, aligning with standards like IPC-7525C and IPC-7527. Electric engineers gain throughput and yield advantages, troubleshooting fewer issues in high-mix lines. Adopt framed stencils to optimize your solder paste printing process today.
FAQs
Q1: What advantages do framed stencils offer over frameless in SMT stencil printing?
A1: Framed stencils provide superior tension stability, reducing foil deflection for uniform solder paste deposition. They excel in automated high-volume runs, maintaining registration accuracy better than frameless types. This leads to consistent solder paste volume and fewer defects like bridging or insufficiency. Frameless suit prototypes, but framed boost production efficiency through durability.
Q2: How does stencil aperture design affect solder paste volume?
A2: Optimal stencil aperture design ensures high transfer efficiency by balancing aspect and area ratios. IPC-7525C advises area ratios above 0.66 for reliable release. Poor designs cause paste starvation or excess, impacting reflow joints. Framed stencils support precise apertures, enhancing volume control in fine-pitch applications.
Q3: Why is consistent solder paste deposition critical in SMT?
A3: Consistent solder paste deposition prevents defects like opens, shorts, or head-in-pillow during reflow. It ensures proper component standoff and joint formation per IPC-7527 criteria. Variations in volume lead to rework, increasing costs. Framed stencil solder paste setups maintain uniformity for reliable assembly.
Q4: How can engineers troubleshoot poor solder paste transfer with framed stencils?
A4: Start by verifying tension and alignment, then inspect apertures for residue. Adjust squeegee pressure and speed to optimize release. Use SPI for volume mapping and reference J-STD-005B for paste compatibility. Regular cleaning prevents buildup, restoring framed stencil performance.
References
IPC-7525C — Stencil Design Guidelines. IPC, 2021
IPC-7527 — Requirements for Solder Paste Printing. IPC, 2012
IPC J-STD-005B — Requirements for Soldering Pastes. IPC, 2024


