Introduction
Lead-free assembly has become standard in electronics manufacturing due to global regulations restricting hazardous substances. Engineers face unique challenges with higher process temperatures and material sensitivities during certification. This article breaks down the lead-free assembly certification process flow, helping you navigate audits, compliance scopes, and practical checklists. Understanding certification ensures reliable PCB assemblies while meeting environmental mandates. For electric engineers troubleshooting production lines, certification validates process robustness against defects like cracking or delamination. Dive into the steps to achieve certification efficiently.
What Is Lead-Free Assembly Certification and Why It Matters
Lead-free assembly certification verifies that a facility's processes produce compliant, high-reliability assemblies without lead-based solders. It typically involves audits assessing equipment, materials, training, and controls aligned with industry standards like IPC J-STD-001. Certification bodies conduct on-site reviews using predefined checklists to confirm readiness for RoHS compliance. This goes beyond basic material substitution, focusing on end-to-end process integrity.
The relevance stems from stricter environmental laws and customer demands for sustainable electronics. Uncertified processes risk failures from thermal mismatches, leading to higher rework rates. Certified facilities gain trust from OEMs, enabling access to regulated markets. Engineers benefit by standardizing troubleshooting for issues like voiding or brittle joints common in lead-free soldering.
Technical Principles Behind Lead-Free Assembly
Lead-free solders, often SAC305 alloys, melt at around 217 degrees Celsius, demanding reflow profiles 30-40 degrees higher than tin-lead. PCBs require higher glass transition temperature laminates to prevent warpage during prolonged exposure above 260 degrees Celsius peak. Component leads and finishes must withstand these conditions without tin whisker growth or intermetallic brittleness. Fluxes need activation at elevated temperatures to ensure clean wetting without residue.
Moisture sensitivity plays a critical role, as lead-free processes amplify popcorn effects during reflow. Engineers must bake boards pre-assembly and monitor humidity controls strictly. Thermal shock resistance decreases, so strain relief in vias and pads becomes essential. These principles guide certification by emphasizing material compatibility and process windows.
JEDEC J-STD-020 outlines moisture/reflow classifications, helping classify components for lead-free handling. Troubleshooting starts with profilometers to map reflow ramps, soaks, and cools precisely.
Step-by-Step Lead-Free Assembly Certification Process Flow
Begin with a self-assessment using the lead-free assembly certification scope checklist. Review current equipment for high-temperature capability, like reflow ovens with nitrogen atmospheres to reduce oxidation. Inventory materials for RoHS compliance, verifying solder paste, fluxes, and boards meet alloy and finish specs. Train operators via certified programs covering lead-free techniques to avoid defects.
Next, develop process validation through design of experiments, optimizing paste printing, placement accuracy, and reflow profiles. Document controls for inspection, rework, and testing, including X-ray for voids and shear strength pulls. Engage a lead-free assembly certification body for a pre-audit to identify gaps. Submit for formal audit, where auditors verify against criteria like training records and yield data.
Post-audit, address findings and re-audit if needed. Maintain certification with annual surveillance and process monitors. This flow minimizes downtime, targeting 95 percent first-pass yields typical in mature lines.
Lead-Free Assembly Certification Scope
The certification scope encompasses 15 key areas, from procurement to final test. Materials qualification covers solder alloys, pastes, and component finishes free of lead above thresholds. Equipment validation includes ovens, printers, and wave solder pots rated for lead-free cycles. Process controls address stencil design for finer pitches and nitrogen use to enhance joint quality.
Training and workmanship form a core pillar, ensuring operators recognize lead-free defects like head-in-pillow. Rework procedures must preserve integrity without introducing contaminants. Testing verifies reliability through thermal cycling and vibration per standards. Scope excludes design but includes assembly-specific sustainability metrics.
Auditors evaluate documentation depth, like statistical process control charts for solder volume. Scope ensures holistic compliance, reducing field failures by addressing interactions between steps.
Benefits of Lead-Free Assembly Certification
Certification streamlines supplier qualifications, as OEMs prioritize audited partners. It cuts defect rates by enforcing best practices, lowering costs from scrap and rework. Reliability improves with validated processes resisting electromigration in high-density boards. Market access expands to regions enforcing RoHS directives.
Engineers gain troubleshooting frameworks, like standardized defect codes for faster root-cause analysis. Environmental benefits include reduced hazardous waste, aligning with corporate sustainability goals. Long-term, certified lines adapt easier to evolving alloys or higher complexities.

Lead-Free PCB Assembly Checklist
- Material Verification: Confirm SAC305 or equivalent solder paste, lead-free HASL/ENIG finishes, Tg >=170 degrees Celsius laminates, and MSL-rated components.
- Stencil and Printing: Aperture walls 5:1 aspect ratio, 100-125 micron stainless steel, ultrasonic cleaning post-use; inspect volume with SPI.
- Component Placement: Fiducials for alignment, no-pullback on QFNs, height sensors for warpage compensation.
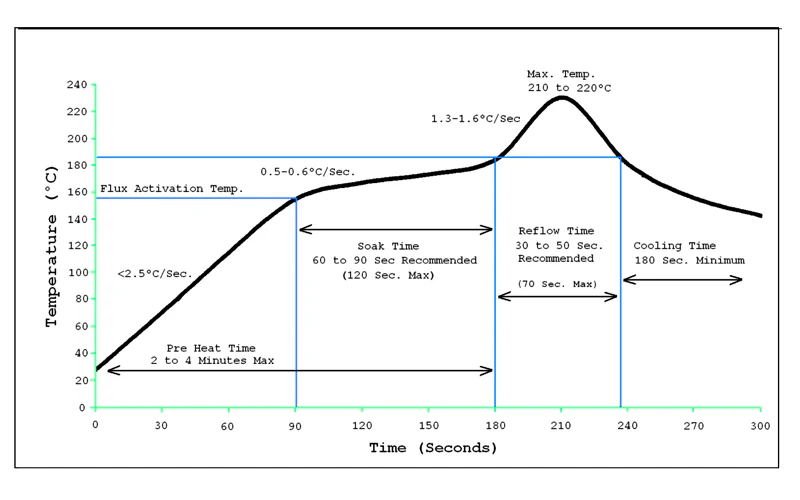
- Reflow Profiling: Preheat 150-180 degrees Celsius, soak 60-120 seconds, peak 245-260 degrees Celsius, TAL <=60 seconds; nitrogen if oxides form.
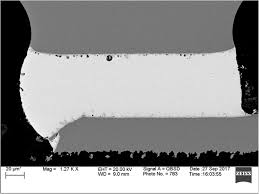
- Post-Reflow Inspection: AOI for bridges/tombstones, X-ray for voids >25 percent, cross-section select joints.
- Rework and Test: IPC-7711 methods, thermal cycle -40 to 125 degrees Celsius, ICT/flying probe.
Integrate this checklist into daily shifts for consistent yields.
Best Practices and Troubleshooting for Certified Processes
Optimize stencil apertures by 10-15 percent reduction for lead-free paste viscosity. Introduce nitrogen reflow early to troubleshoot black pad issues on ENIG. Monitor alloy mixing risks during transitions, purging lines fully. Bake boards 24 hours at 125 degrees Celsius if MSL 3 or higher.
Common pitfalls include insufficient soak causing dewetting; extend to 90 seconds and validate. Warpage over 0.75 percent triggers bow simulators; select low-CTE cores. For wave soldering, titanium liners prevent dross buildup. Document deviations with CAPA for audit defense.
Train cross-functionally to catch interactions, like flux residue amplifying SIR failures.
Conclusion
Lead-free assembly certification demystifies compliance through structured process flows and checklists. Engineers master higher-temperature challenges, ensuring robust joints and minimal defects. Embrace the scope, benefits, and steps for seamless audits. Certified processes deliver reliable, market-ready assemblies. Prioritize training and validation for sustained success.
FAQs
Q1: What is the lead-free assembly certification process flow?
A1: The process starts with self-assessment of materials and equipment, followed by personnel training per IPC standards. Validate reflow profiles and controls via DOE, then schedule a pre-audit. Undergo formal review by a certification body, correct findings, and maintain with surveillance. This flow targets process stability for RoHS compliance.
Q2: Who acts as the lead-free assembly certification body?
A2: Certification bodies are independent auditors trained in IPC RoHS lead-free programs, conducting facility audits. They evaluate 15 categories including training, rework, and testing. Facilities apply post-internal readiness checks. Auditors issue certificates valid 2-3 years with renewals.
Q3: What does the lead-free assembly certification scope cover?
A3: Scope includes materials qualification, equipment capability, operator training, process controls, inspection methods, and rework procedures. It verifies end-to-end compliance for lead-free solders and finishes. Excludes PCB design but mandates reliability testing. Ensures defect prevention across SMT and through-hole.
Q4: What are the lead-free assembly certification benefits for engineers?
A4: Benefits include reduced rework from standardized troubleshooting, higher reliability against thermal fatigue, and easier market access. Facilities achieve consistent yields, minimizing voiding or cracking. Supports sustainability goals while providing audit-ready documentation.
References
IPC J-STD-001H — Requirements for Soldered Electrical and Electronic Assemblies. IPC, 2018
IPC-A-610H — Acceptability of Electronic Assemblies. IPC, 2019
JEDEC J-STD-020E — Moisture/Reflow Sensitivity Classification of Nonhermetic Surface Mount Devices. JEDEC, 2014


