Introduction
In the PCB assembly process, reflow soldering stands as a critical step where solder paste reflow occurs to form reliable electrical connections. Engineers rely on precise control of heat exposure to avoid defects like incomplete melting or thermal damage to components. PCB reflow oven thermal profiling emerges as an essential technique to capture and analyze the actual temperature profile a board experiences during transit through the oven. This data-driven approach enables thermal profile optimization, ensuring consistency across production runs. SMT reflow profiling equipment plays a pivotal role by providing real-time measurements that guide process adjustments.
Mastering this equipment helps electric engineers troubleshoot variations caused by board design, component density, or oven conditions. Without proper profiling, assemblies risk failures that compromise product reliability. This article explores the principles, equipment, and best practices for effective thermal profiling in reflow processes.
What Is PCB Reflow Oven Thermal Profiling and Why It Matters
PCB reflow oven thermal profiling involves attaching temperature sensors to a test board and running it through the reflow oven to record the time-temperature curve. This profile reveals how heat transfers to the PCB, solder paste, and components, differing from oven setpoints due to factors like conveyor speed and airflow. In SMT assembly, accurate profiles confirm that solder paste reflow happens within specified windows for optimal joint formation. Deviations can lead to issues such as insufficient flux activation or overheating sensitive parts.
The relevance stems from its direct impact on yield and quality in high-volume production. Profiles validate that the process aligns with component manufacturer recommendations and industry benchmarks. For electric engineers, profiling identifies oven zones needing tuning, such as uneven heating in preheat areas. Ultimately, it minimizes rework and supports scalable manufacturing.
Without thermal profiling, assumptions about oven performance lead to inconsistent results, especially with varying board thicknesses or mixed component thermal masses. Regular profiling ensures the PCB assembly process remains robust against production changes.
Technical Principles of Thermal Profiling in Reflow Soldering
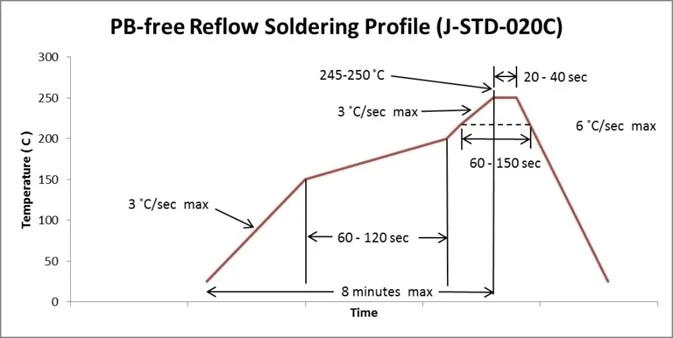
Reflow profiles consist of four main zones: preheat, soak, reflow, and cooling. During preheat, the board ramps up gradually to evaporate solvents from the solder paste and prevent thermal shock. The soak phase allows even heat distribution, activating flux to clean surfaces before reflow. In the reflow zone, solder melts to form intermetallic bonds, requiring precise peak exposure without exceeding limits.
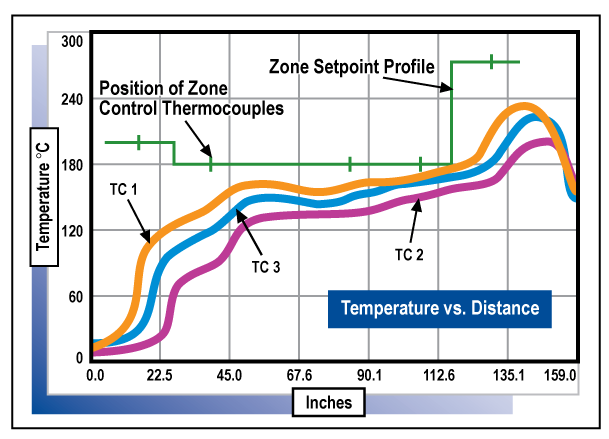
Cooling must be controlled to solidify joints without inducing stress cracks. SMT reflow profiling equipment typically uses multiple thermocouples placed strategically on the board to capture top-side, bottom-side, and component junction temperatures. Data loggers sample at high rates, often thousands per second, for detailed curve analysis. Software overlays profiles against target specifications, highlighting areas like time above liquidus.
Heat transfer mechanisms include convection from hot air, conduction through the board, and radiation, all influencing the measured profile. Engineers analyze ramp rates, peak temperatures, and integral values to quantify total heat input. This data informs adjustments to oven settings for thermal profile optimization.
Key Components of SMT Reflow Profiling Equipment
Core elements include high-accuracy thermocouples, usually Type K for their stability up to high temperatures. These sensors attach via magnetic bases, spring clips, or solder to mimic production board conditions. A compact data logger connects to the thermocouples, powered by batteries to withstand oven environments, and records data via wireless or wired interfaces.
Analysis software processes the logged data, generating graphs, statistics, and pass/fail reports against predefined limits. Multi-channel systems support 6 to 24 sensors, allowing comprehensive mapping of board hotspots and cold spots. Protective carriers ensure the profiler travels smoothly on the conveyor without snagging.
Engineers select equipment based on oven length, channel count, and sampling speed to match process needs. Calibration traceability maintains measurement integrity over repeated use.
Best Practices for Thermal Profile Optimization
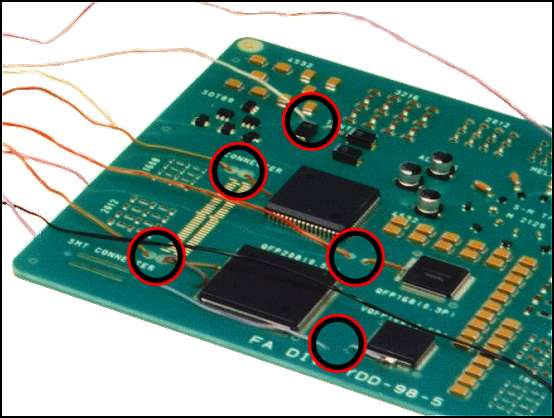
Start with a representative test vehicle matching production board size, thickness, and component layout. Place thermocouples at critical locations: largest ground plane, smallest component, thickest copper area, and both board sides. Run profiles at nominal, high, and low conveyor speeds to characterize process windows.
Align profiles to IPC-7530 guidelines for mass soldering temperature profiling, ensuring soak times support flux activity without drying out paste. Optimize by adjusting zone setpoints incrementally, verifying with subsequent profiles. Account for production loading effects by comparing loaded versus empty oven runs.
Document profiles with photos of sensor placement and oven settings for traceability. Periodic profiling, such as weekly or per shift change, maintains control. IPC/JEDEC J-STD-020 provides reflow condition classifications for moisture-sensitive devices, guiding peak temperature limits.
Common Challenges and Troubleshooting in Thermal Profiling
Board warpage distorts sensor contacts, leading to inaccurate readings; mitigate by profiling at multiple support points. Component shadowing causes cold spots under dense packages, addressed by additional sensors near shadows. Oven airflow imbalances create profile skews, resolved by profiling across conveyor width.
Solder paste variations alter reflow behavior; test different lots for consistency. High thermal mass boards lag in heating, requiring longer soaks. Troubleshooting involves isolating variables: run profiles with and without components to pinpoint issues.
When profiles exceed limits, reduce zone temperatures or slow conveyor speed gradually. Verify fixes with validation runs. These steps ensure solder paste reflow reliability in the PCB assembly process.
Conclusion
Mastering PCB reflow oven thermal profiling empowers electric engineers to achieve repeatable, high-quality SMT assemblies. By leveraging smt reflow profiling equipment, teams optimize thermal profiles, aligning with standards like IPC-7530 and J-STD-020. Practical sensor placement, regular validation, and data analysis form the backbone of effective processes. Troubleshooting common variances prevents defects, enhancing overall efficiency. Investing time in profiling pays dividends in reliable solder joints and reduced downtime.
FAQs
Q1: What role does smt reflow profiling equipment play in the PCB assembly process?
A1: SMT reflow profiling equipment captures real-time temperature data from test boards transiting the reflow oven. This reveals discrepancies between setpoints and actual heat exposure, enabling adjustments for uniform solder paste reflow. Engineers use it to map zones, identify hotspots, and validate against component limits. Consistent profiling boosts first-pass yields and process control.
Q2: How does thermal profile optimization improve solder paste reflow outcomes?
A2: Thermal profile optimization ensures flux activation, solder melting, and cooling occur within ideal windows, minimizing voids and bridging. By analyzing profiler data, engineers fine-tune ramp rates and soak times for even heating across boards. This prevents tombstoning or delamination, aligning with industry guidelines. Regular optimization adapts to production changes, sustaining quality.
Q3: Why is pcb reflow oven thermal profiling essential for electric engineers?
A3: PCB reflow oven thermal profiling provides empirical data on heat transfer, crucial for troubleshooting defects like incomplete reflow. It confirms compliance with device sensitivities, reducing failures in field use. Engineers rely on it to characterize oven performance under load, supporting scalable manufacturing. Without it, processes risk inconsistency and rework.
Q4: What are common steps in setting up thermal profiling equipment?
A4: Select thermocouples and place them on representative board areas like copper pours and components. Secure the data logger in a carrier matching conveyor height. Run through the oven at production speed, then analyze curves for zone compliance. Repeat for margins and document for audits. This setup ensures accurate pcb reflow oven thermal profiling.
References
IPC-7530 — Guidelines for Temperature Profiling for Mass Soldering Processes. IPC
IPC/JEDEC J-STD-020 — Moisture/Reflow Sensitivity Classification of Nonhermetic Surface Mount Devices. IPC/JEDEC
IPC-7801 — Reflow Oven Process Control Standards. IPC


