Introduction
Selective soldering addresses the challenges of assembling through-hole components on mixed-technology printed circuit boards after surface-mount technology processes. Oxidation during soldering in ambient air often leads to defects such as poor wetting, dross buildup, and unreliable joints, compromising assembly yield and reliability. Nitrogen purging introduces an inert atmosphere around the solder nozzle and pot, displacing oxygen to minimize these issues. This approach supports the production of zero-defect PCB joints, particularly critical for high-reliability applications. Electrical engineers appreciate how nitrogen atmosphere selective soldering enhances process control and meets stringent quality criteria.

What Is Nitrogen Purging in Selective Soldering and Why Does It Matter?
Nitrogen purging involves supplying high-purity nitrogen gas to create a localized inert environment over the solder bath, nozzle, and soldering zone in selective soldering machines. The gas flows continuously or in controlled bursts to blanket the area, preventing oxygen ingress during flux application, preheating, and soldering. This technique differs from full enclosure systems used in wave soldering by focusing on the precise selective zone. It matters because selective soldering targets specific through-hole pins amid dense SMT components, where even minor oxidation disrupts flux performance and solder flow. Without nitrogen, engineers face higher defect rates, increased rework, and challenges in achieving consistent barrel fill and fillet formation. For electrical engineers optimizing assemblies, nitrogen purging directly contributes to higher first-pass yields and compliance with soldering standards like IPC J-STD-001.
Technical Principles of Nitrogen Atmosphere Selective Soldering
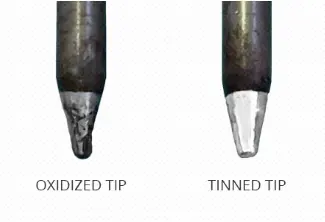
Oxidation occurs rapidly when molten solder contacts air, forming oxides on the solder surface, component leads, and PCB pads, which hinder wetting and promote dross. Nitrogen, being inert, displaces oxygen, maintaining low residual levels that preserve flux efficacy and allow solder to spread smoothly. Lower oxygen also reduces surface tension of the molten solder, improving capillary action in through-holes for better hole fill. In practice, the nitrogen blanket covers the drop-jet or multi-wave nozzle, with flow directed to purge the soldering aperture. Preheating the assembly activates low-solids fluxes more effectively under nitrogen, minimizing residues and defects like solder balls. These principles enable shinier joints with uniform intermetallic compound formation, essential for long-term reliability.
Dross, a byproduct of solder oxidation, accumulates as skimmings that contaminate the pot and nozzle. Nitrogen limits dross by preventing oxide skin formation on the liquid solder surface. Engineers observe that inert conditions support milder fluxes, reducing the need for aggressive activators prone to splattering.
Key Benefits of Nitrogen Purge Selective Soldering
The primary benefits of nitrogen purge selective soldering include superior joint quality through enhanced wetting and flow, leading to complete through-hole barrel fill. Defects such as bridging and solder balls decrease significantly, as nitrogen stabilizes flux activity and prevents premature solidification. Joints appear shinier with less matte oxidation, indicating reliable intermetallic bonds. Production efficiency improves with shorter cycle times, as one-dip soldering becomes viable without multiple passes. For lead-free alloys, nitrogen mitigates higher process temperatures' oxidation risks, supporting high-volume runs. Overall, these advantages align with zero-defect goals in demanding assemblies.
Nitrogen Purity Requirements for Selective Soldering
Nitrogen purity requirements for selective soldering emphasize low oxygen content to sustain inert conditions. Systems typically demand purity levels from 99.99% to 99.999%, translating to residual oxygen below 100 ppm during active soldering and under 50 ppm in standby. Higher purity minimizes consumption while maximizing benefits, as even trace oxygen can degrade performance at the nozzle. Engineers must monitor oxygen levels in real-time, as ambient air leakage dilutes the atmosphere during board transfers. Purity directly impacts flux efficiency and dross control, making on-site generators with pressure swing adsorption preferable for consistent supply. Selecting the right purity balances process needs against supply costs.
Dross Reduction with Nitrogen in Selective Soldering
Dross reduction nitrogen selective soldering stems from eliminating oxygen-induced oxidation at the solder surface. In air, dross forms continuously, requiring frequent skimming that wastes alloy and risks contamination. Under nitrogen, dross creation is limited, extending pot life and reducing maintenance downtime. Studies confirm dramatic decreases, with inert setups yielding up to 62% less dross compared to ambient conditions in similar processes. Cleaner nozzles from minimal oxide buildup improve flux wetting on pins and pads. Electrical engineers troubleshooting dross issues find nitrogen purging transforms selective soldering economics by cutting alloy losses and rework.
Best Practices for Implementing Nitrogen Purging
Start with system design featuring a hooded enclosure over the solder pot and nozzle to contain the nitrogen blanket effectively. Optimize flow to maintain oxygen below 100 ppm, adjusting based on cycle time and board size. Pair nitrogen with convection preheating to activate fluxes uniformly without thermal shock. Use low-VOC, water-based fluxes compatible with inert atmospheres for cleaner residues. Regularly calibrate oxygen sensors and purge lines to prevent drift. Validate joints against IPC-A-610 acceptability criteria, focusing on fillet formation and hole fill. Integrate nitrogen generators for reliable, cost-effective supply.
Troubleshoot by checking seals for leaks if oxygen rises, and refine nozzle geometry to avoid bridging under improved flow. Pre-test assemblies for warpage, as nitrogen enhances wetting that can highlight board issues.
Troubleshooting Nitrogen Selective Soldering Challenges
Even with nitrogen, solder balls may appear if flow is insufficient or preheating uneven, disrupting flux spread. Increase nitrogen flow or add nozzle screens to minimize this. Bridging on fine-pitch connectors often traces to mask misalignment; nitrogen enlarges the process window but demands precise programming. Monitor for excessive flux residues signaling incompatible chemistry under inert conditions. Joint voids can result from trapped gases, resolved by dwell time adjustments. Electrical engineers systematically log oxygen traces against defect maps to pinpoint root causes, ensuring sustained zero-defect performance.
Cost Considerations for Nitrogen in Selective Soldering
The cost of nitrogen for selective soldering involves supply method, purity, and consumption rates tied to production volume. Cylinder deliveries suit low-volume but incur logistics expenses, while on-site generators offer payback through lower per-unit costs and unlimited supply. Higher purity demands more energy in generation but reduces overall defects and alloy waste. Factor in monitoring equipment and maintenance for enclosed systems. Engineers weigh initial capital against savings in rework and dross recovery, often finding nitrogen viable for high-reliability runs. Optimize by matching purity to oxygen targets, avoiding over-specification.
Conclusion
Nitrogen purging elevates selective soldering to deliver zero-defect PCB joints by curbing oxidation, slashing dross, and boosting wettability. Electrical engineers gain practical control over mixed assemblies, achieving standards-compliant results efficiently. Implementing best practices around purity, flow, and troubleshooting unlocks these benefits fully. Prioritize nitrogen atmosphere selective soldering for demanding applications where joint integrity defines performance.
FAQs
Q1: What are the main benefits of nitrogen purge selective soldering?
A1: Nitrogen purge selective soldering prevents oxidation on solder, components, and boards, improving wetting and reducing defects like balls and bridges. It cuts dross significantly, enables milder fluxes, and yields shinier, reliable joints meeting IPC J-STD-001. Yields rise with fewer touch-ups, ideal for high-volume production.
Q2: What nitrogen purity requirements apply to selective soldering?
A2: Nitrogen purity for selective soldering ranges from 99.99% to 99.999%, targeting residual oxygen under 100 ppm at the nozzle. Higher purity supports better flux action and minimal dross. Monitor levels to match process demands and avoid air dilution.
Q3: How does dross reduction occur with nitrogen in selective soldering?
A3: Dross reduction nitrogen selective soldering limits oxide formation on molten solder by excluding oxygen, minimizing skimmings buildup. This extends pot life and cuts alloy waste. Paired with proper flow, it maintains clean nozzles for consistent quality.
Q4: What factors influence the cost of nitrogen for selective soldering?
A4: The cost of nitrogen for selective soldering depends on generation versus delivery, purity level, and flow optimization. On-site generators lower long-term expenses by eliminating cylinder handling. Balance against savings from reduced defects and maintenance.
References
IPC J-STD-001 — Requirements for Soldered Electrical and Electronic Assemblies. IPC
IPC-A-610 — Acceptability of Electronic Assemblies. IPC
IPC J-STD-006 — Requirements for Soldering Materials. IPC


