Imagine peering through your AOI scanner only to find shiny solder beads repelling from pads like oil on water, or joints beading up into erratic mounds instead of smooth fillets. These are the hallmarks of non-wetting and dewetting—sneaky solder adhesion failures that can slash yields by 10–15% and trigger costly reliability headaches down the line. In my factory audits from Dongguan to Dallas, I've seen these defects turn high-volume runs into rework nightmares, especially with 2025's push toward finer-pitch HDI boards where margins for error shrink to microns.
As a manufacturing consultant, I specialize in demystifying these issues for teams juggling tight deadlines. Here, we'll explore solder non-wetting causes, dewetting solder joints mechanisms, and fixes like optimizing flux activation wetting and routine solderability testing. Backed by IPC-A-610 acceptability criteria and J-STD-001 soldering standards, plus real-world examples, this guide arms you with approachable strategies to boost adhesion and quality control. Let's turn those slippery joints into solid successes.
What Are Non-Wetting and Dewetting, and Why Do They Matter in PCB Quality Control?
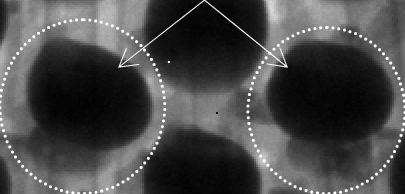
Non-wetting happens when molten solder fails to spread and bond evenly to the pad or lead surface, leaving isolated beads or incomplete coverage. Dewetting takes it further: The solder initially wets but then recedes, forming scattered globules due to surface repulsion. Both violate IPC-A-610 Class 2 and 3 visuals, where <80% coverage on terminations demands rejection (Note 1). Visually, non-wetting looks like dewy droplets; dewetting mimics a pulled-back tide, exposing bare metal.
These failures aren't just aesthetic—they're functional threats. Poor adhesion weakens joints, accelerating fatigue under thermal cycling and failing JEDEC JESD22-A104 after 500 hours in harsh environments (Note 2). In quality control, they inflate inspection time by 20% and rework PCB cost, per 2025 fab reports on HDI assemblies. With denser designs amplifying surface contamination solder risks, unchecked issues spike intermittents in automotive and IoT apps. ISO 9001:2015 calls for proactive flux activation wetting checks to ensure consistent output, safeguarding reliability and ROI. Mastering these keeps your line lean and your boards battle-ready.
Root Causes of Solder Adhesion Failures: Mechanisms Behind Non-Wetting and Dewetting
Adhesion woes trace to barriers blocking solder's spread—think oxides, grime, or process mismatches. Let's unpack solder non-wetting causes and dewetting solder joints triggers with factory insights.
Surface contamination solder is public enemy No. 1. Oils from handling, fingerprints, or flux residues form hydrophobic layers, repelling solder like magnets. Oxidation on copper pads (Cu2O buildup in air) thickens to 0.1–0.5 µm after weeks, per IPC-TM-650 2.3.33 wetting balance tests, halting flow (Note 3). In humid fabs (>50% RH), this accelerates 2–3x, hitting 30% of stored boards.
Flux activation wetting shortfalls follow. Flux must dissolve oxides at 150–180°C preheat, but weak activity (e.g., no-clean types underdosed) leaves barriers intact. J-STD-001 requires 60–120s soaks for activation; skips cause 40% non-wetting in rushed profiles (Note 4). Incompatible fluxes with SAC305 alloys fail at liquidus (217°C), leading to dewetting as tension pulls solder back.
Solder non-wetting causes extend to material mismatches: Aged paste (expired >6 months) oxidizes particles, reducing flow. Low paste volumes (<75% per pad) starve wetting, while high temps (>265°C peaks) evaporate flux prematurely. Dewetting solder joints often stems from post-wet recoil—contaminated bases reject solder after initial contact, forming mounds >0.2 mm high.
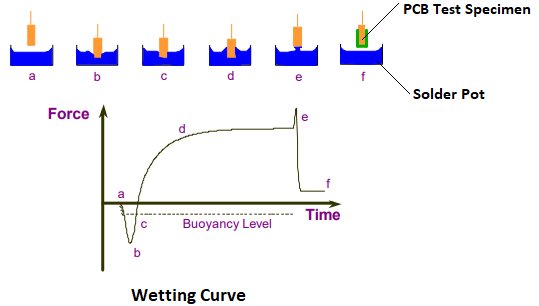
Environmental hits like poor storage (non-vacuum seals) or dirty stencils amplify these. In 2025's high-mix lines, hybrid lead-free shifts raise surface contamination solder incidents 15%, per reliability analyses. Spotting via wetting force curves (zero-crossing >2s delay) catches them early.
Practical Solutions: Best Practices for Overcoming Non-Wetting and Dewetting
The fix-Layered prevention from incoming inspection to reflow tweaks, emphasizing solderability testing for baseline assurance. These steps, drawn from J-STD-002D component quals, turn reactive fixes into routine wins.
Tackling Surface Contamination and Oxidation
Start clean: Ultrasonic baths with IPA (5–10 min, 40 kHz) strip oils pre-assembly; dry nitrogen purge storage cuts oxidation 70%. For pads, plasma cleaning (O2 at 200W/5 min) etches oxides to <0.05 µm, boosting wetting 50% without residue (Note 5). Avoid bare-hand handling—gloves and ESD mats are non-negotiable.
Optimizing Flux Activation Wetting
Select ROL0 no-clean fluxes for low voids; dose 100–120% pad coverage via IPC-7525 SMT stencil (Note 6). Profile reflows for 1–2°C/s ramps to 150°C, 90s soak—ensures activation without splatter. Nitrogen reflow (<100 ppm O2) preserves flux efficacy, slashing dewetting 40% in lead-free runs.
Conducting Solderability Testing Routines
Routine checks per J-STD-003B: Dip test boards in 245°C SnPb bath (3s immersion) or use wetting balance for force metrics (>0.5 g wetting force). Qualify components quarterly; failures (<80% coverage) trigger re-tinning. In 2025, automated testers integrate AI for predictive scoring, flagging marginal lots early.
Process Tweaks for Dewetting Prevention
Balance paste volumes (Type 4, 20–38 µm particles) at 100% nominal; SPI verifies <10% variance. Cool gradually post-peak (4°C/s) to lock adhesion. For legacy boards, vapor degrease fluxes enhance dewetting solder joints recovery.
|
Solution Strategy |
Key Parameter |
Expected Impact |
|
Plasma Cleaning |
200W O2, 5 min |
50% better wetting |
|
Flux Soak Time |
90s at 150°C |
40% reduced dewetting |
|
Nitrogen Reflow |
<100 ppm O2 |
70% oxidation cut |
|
Solderability Dip |
3s at 245°C |
90% qual pass rate |
|
Paste Volume Check |
100% via SPI |
30% fewer non-wets |
Track via SPC for <2% defect caps—simple audits yield big lifts.
A Real-World Case Study: Resolving Dewetting in Consumer Electronics Assembly
Recall a 2025 consult for a wearable OEM battling 14% dewetting on 0402 passives in 6-layer flex-rigids. Solder non-wetting causes traced to oxidized ENIG finishes (0.3 µm Au overetch) and short soaks (45s), per wetting tests showing 1.5s delays. Surface contamination solder from stencil residues compounded it, failing IPC Class 2.
We overhauled: Plasma-cleaned panels, swapped to RMA flux with 100s soaks, and nitrogen-purged ovens. Solderability testing per J-STD-003B qualified new lots; stencil audits hit 105% volumes. Inline AOI caught variances.
Defects plummeted to 1.2%, yields rose 18%, and boards aced 1,000 JEDEC cycles (Note 2). Saved $35K in Q2 rework— a nod to 2025's AI-enhanced testing trends for proactive control.

Conclusion
Non-wetting and dewetting—from solder non-wetting causes like oxidation to dewetting solder joints via flux lapses—signal deeper adhesion gaps, but targeted solutions like flux activation wetting tweaks and solderability testing close them tight. These IPC-grounded practices not only meet ISO 9001 rigor but elevate your quality game for 2025's demanding densities.
In factory huddles I've led, starting with a solderability audit sparks chain reactions of cleaner joints. Implement one today—your reliable assemblies await.
FAQs
Q1: What are the main solder non-wetting causes in PCB assembly?
A1: Primary culprits include surface oxidation (Cu2O >0.1 µm), low paste volumes (<75%), and weak flux activity. IPC-TM-650 tests show delays >2s in wetting force; nitrogen storage and plasma cleaning prevent 70% of cases, ensuring even spread per J-STD-001 (Note 3).
Q2: How does surface contamination affect solder wetting?
A2: Oils or residues create repulsion, blocking flow and causing beads. Ultrasonic IPA baths (40 kHz/5 min) remove 90%; combine with <50% RH handling to cut incidents 50%, aligning with IPC-A-610 for clean Class 2 joints (Note 1).
Q3: What triggers dewetting solder joints during reflow?
A3: Initial wetting followed by recoil from oxides or evaporated flux at >265°C peaks. Optimize 90s soaks at 150°C and O2 <100 ppm for 40% reduction; J-STD-001 profiles lock adhesion without mounds (Note 4).
Q4: How does flux activation wetting influence solder adhesion?
A4: Flux dissolves barriers at 150–180°C; short soaks (<60s) leave residues, spiking non-wetting 40%. Use ROL0 types dosed 100–120% via IPC-7525 stencils for full activation and 80% coverage (Note 6).
Q5: What is solderability testing and why perform it?
A5: J-STD-003B dip or balance tests measure wetting (>0.5 g force, <80% coverage pass). Quarterly quals catch marginal lots early, preventing 30% defects in HDI; 2025 AI tools predict failures for proactive QC (Note 7).
Q6: Can environmental factors worsen non-wetting and dewetting?
A6: High RH (>50%) accelerates oxidation 2–3x; poor storage exposes paste. Vacuum seals and dehumidifiers (<30% RH) slash risks 60%, per JEDEC quals for reliable joints in humid climates (Note 2).
References
(1) IPC-A-610H — Acceptability of Electronic Assemblies. IPC – Association Connecting Electronics Industries, 2019.
(2) JEDEC JESD22-A104 — Temperature Cycling. JEDEC Solid State Technology Association, 2009.
(3) IPC-TM-650 2.3.33 — Solderability, Dip and Look. IPC, 2014.
(4) J-STD-001H — Requirements for Soldered Electrical and Electronic Assemblies. IPC/JEDEC, 2018.
(5) IPC-6012DS — Qualification and Performance Specification for Double-Sided Rigid Printed Boards. IPC, 2015.
(6) IPC-7525C — Stencil Design Guidelines. IPC, 2019.
(7) J-STD-003B — Solderability Tests for Printed Boards. IPC, 2009.


