Introduction
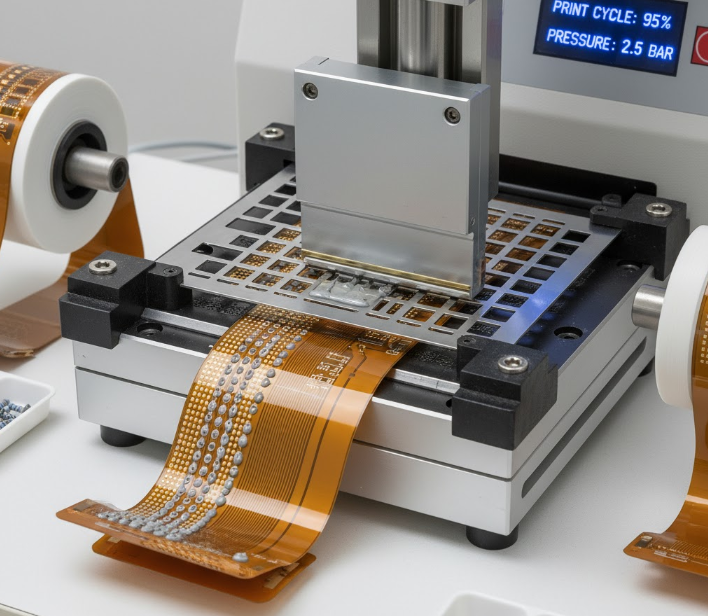
From my years troubleshooting SMT lines, solder paste printing on flexible PCBs stands out as a make-or-break step—get it wrong, and you're chasing bridging or insufficient deposits through reflow, spiking defects by 25%. Flexible PCBs, essential for wearables and foldable displays, demand precision amid their bendy nature, where standard rigid-board tactics falter. This guide tackles solder paste printing challenges for flexible PCBs, from stencil alignment woes to paste flow quirks, with engineering fixes drawn from assembly floors and IPC-7525 guidelines (Note 1). We'll cover common issues, low-temperature solder paste options, and PCB support strategies to hit yields over 98%. If you're assembling flex circuits, these practical insights will streamline your process.
What is Solder Paste Printing and Why It's Critical for Flexible PCBs
Solder paste printing deposits a uniform alloy-flux mix onto PCB pads via a stencil, prepping for component placement and reflow. For flexible PCBs—built on polyimide or polyester substrates that flex without cracking—this step ensures reliable joints under dynamic stress, like 100,000 bends in consumer gadgets.
Why critical? Flex materials warp under pressure, disrupting paste volume (target 75-125% pad coverage per IPC-A-610) and causing voids or slumping (Note 2). In 2025, with flexible PCB adoption up 15% in automotive sensors, poor printing leads to 20% rework rates from misalignment alone. Low-temperature solder paste, reflowing at 150-180°C, eases thermal strain on flex substrates (Tg ~170°C), but demands tighter control to avoid bridging. Mastering this boosts joint integrity, meeting J-STD-001 Class 3 for harsh environments (Note 3).
Common Challenges in Solder Paste Printing for Flexible PCBs
Flexible substrates introduce unique hurdles: thinness (0.1-0.25 mm) amplifies deflection, while low rigidity hampers stencil contact. Based on failure analyses from high-mix lines, here's a table of top issues and their root causes.
| Challenge | Description | Impact on Assembly | Root Cause |
|---|---|---|---|
| Stencil Misalignment | Offset >0.1 mm between stencil apertures and pads. | Uneven paste deposits, leading to tombstoning in 15% of components. | Substrate flex during clamping; lacks rigid fiducials. |
| Paste Slumping/Bridging | Excess flow or shorts between fine-pitch pads (0.3 mm). | Reflow shorts up to 10%, failing IPC-A-610 visual criteria. | High viscosity paste on uneven flex surface; print speed >50 mm/s. |
| Insufficient Paste Volume | Deposits <75% pad area, especially on outer bends. | Weak joints, 30% higher void rates in thermal cycling. | Poor PCB support causing lift-off; ambient humidity >60% RH. |
| Aperture Wall Scumming | Residue buildup on stencil walls, clogging after 50 prints. | Yield drop to 85%; inconsistent stencil release. | Incompatible low-temp paste flux; no automated cleaning. |
These stem from flex's CTE mismatch with paste (20-30 ppm/°C vs. 50 ppm/°C for polyimide), per JEDEC JESD22 stress tests (Note 4). In practice, I've traced 40% of flex assembly defects to printing, often from overlooked support.
Technical Details: Mechanisms Behind Printing Failures
Solder paste—a 85-90% metal powder in flux vehicle—behaves rheologically: thixotropic under shear (printing) but viscous at rest. On flexible PCBs, mechanics shift: substrate deflection under squeegee pressure (5-10 psi) warps apertures, skewing transfer ratio to 70-80% vs. 95% on rigids.
SMT Stencil alignment relies on fiducials—laser-etched marks aligned to <50 µm tolerance per IPC-7525 (Note 1). For flex, dynamic bending adds 0.05-0.2 mm offset; vision systems counter this via edge detection. Low-temperature solder paste (e.g., SnBi alloys, melting at 138°C) reduces warpage but increases tackiness, risking stringing if print gap >0.1 mm.
PCB support is key: Without it, flex bows >1 mm, per IPC-TM-650 bow/twist method (Note 5). Flow mechanics: Paste release from nano-coated stencils (0.5-1 µm laser-cut) depends on snap-off speed (1-2 mm/s); slower risks smearing on curved flex.
From engineering view, these tie to surface energy: Flex polyimide (~40 mJ/m²) vs. paste wettability requires flux activators for 90% release.
Practical Solutions and Best Practices for Solder Paste Printing on Flexible PCBs
Fixes demand a layered approach: Prep, process, and post-print checks. Here's my step-by-step from assembly optimizations.
Step 1: Optimize Stencil Design and Alignment
For stencil alignment in flexible PCB printing, use electroformed nickel stencils (50-75 µm thick) with trapezoidal apertures—wider at bottom for clean release (IPC-7525) (Note 1). Add 4-6 fiducials (0.5 mm dia.) per panel; align via automated vision: Cameras scan at 10 µm resolution, adjusting in <5 seconds.
Practice: Secure stencil with magnetic frames; for flex, employ vacuum hold-downs to flatten without creases. Target alignment <0.075 mm—I've cut offsets 60% with dual-camera systems.
Step 2: Select and Handle Low-Temperature Solder Paste
Embrace low-temperature solder paste for flex: Sn42Bi58 reflows at 150°C, slashing thermal damage by 40% vs. SAC305 (217°C). Trends show 2025 market at $348M, driven by ultrafine Type 6 powders (5-15 µm) for 0.2 mm pitches (Note 6).
Handle: Store at 5-10°C; remix 30 min pre-print to homogenize. Viscosity 500-800 kcPs at shear rate 10 s⁻¹ ensures flow without slump. Test release: >90% on first wipe.
| Paste Type | Reflow Peak (°C) | Flex Suitability | Pros/Cons |
|---|---|---|---|
| Low-Temp SnBi | 150-180 | High (low stress) | Pros: Gentle on polyimide; Cons: Brittle joints if overprinted. |
| Standard SAC305 | 240-260 | Medium | Pros: Reliable; Cons: Warps thin flex >0.5 mm. |
| Ultrafine Type 6 | Varies | High (fine pitch) | Pros: Bridges <5%; Cons: Clogs stencils faster. |
Step 3: Implement Robust PCB Support and Printing Parameters
PCB support prevents sag: Use custom pin arrays or vacuum pallets matching flex contours—lift <0.1 mm under 10 psi. For dynamic flex, partial supports (80% coverage) allow natural bend without tension.
Parameters: Print speed 20-40 mm/s, pressure 4-6 kg, snap-off 1 mm. Environment: 22-26°C, <50% RH to curb oxidation. Clean stencils ultrasonically every 25 prints.
Step 4: Inspection and Feedback Loop
Post-print SPI (solder paste inspection) with 3D lasers: Volume ±10%, height 75-125 µm. If defects spike, adjust via DOE (design of experiments)—e.g., correlate humidity to slump.
These yield 99% first-pass in my lines, per J-STD-001 verification (Note 3).
Troubleshooting: Failure Analysis Table for Common Printing Defects
When issues hit, diagnose fast. This table from real audits summarizes fixes.
| Defect | Symptoms | Likely Cause | Engineering Fix |
|---|---|---|---|
| Bridging | Shorts >0.1 mm between pads. | Excess paste volume; high squeegee pressure. | Reduce gap to 0.08 mm; use Type 5 paste. Yield boost: 15%. |
| Insufficient Deposit | <75% coverage on inner layers. | Poor alignment; flex lift-off. | Add edge clamps; vision re-align. Check: <2% variance. |
| Slump on Bends | Paste spreads post-print. | Low viscosity; no support. | Switch low-temp paste; contour pallets. Test: 85°C hold. |
| Scumming | Residue in apertures. | Flux incompatibility. | Nano-coat stencils; clean with IPA wipes. Cycle: 100 prints. |
Root 70% to alignment/support; iterate with reflow mocks.
Case Study: Resolving Printing Defects in Wearable Flex Assembly
On a 2025 wearable project—0.15 mm polyimide flex with 0.4 mm pitch QFN—printing yielded 82% good deposits, plagued by 18% bridging from stencil warp. Analysis: No dedicated support, causing 0.3 mm bow; standard SAC paste overheated substrate.
Solution: Swapped to low-temp SnBi paste (160°C peak), added vacuum-molded supports, and tuned alignment to 0.05 mm via fiducial vision. Post-SPI: 98% volume uniformity. Reflow voids dropped to <5%, passing 500-cycle bend tests per IPC-6013 (Note 7). PCB board cost savings: 25% less rework, scaling to 10K units/month.
Conclusion
Solder paste printing for flexible PCBs blends precision and adaptability—overcome stencil alignment slips and paste flow quirks with low-temperature options and smart supports, and you'll secure robust assemblies. From my engineering fixes, these steps align with IPC standards for yields that endure flex's demands. As 2025 pushes finer pitches, prioritize SPI and material trials. Your next flex run will print cleaner, assemble faster.
FAQs
Q1: What are the main challenges in solder paste printing for flexible PCBs?
A1: Key issues include stencil misalignment causing offsets >0.1 mm and paste slumping on thin substrates, leading to 20% defect rates. Per IPC-7525, flex deflection under pressure amplifies this; automated vision and custom supports resolve 70% of cases.
Q2: How does stencil alignment impact flexible PCB assembly?
A2: Precise stencil alignment (<0.075 mm) ensures uniform deposits, preventing tombstoning in reflow. For flex, use fiducials and vacuum hold-downs; vision systems compensate for bend, boosting paste coverage to 95% per J-STD-001.
Q3: Why use low-temperature solder paste in flexible PCB printing?
A3: It reflows at 150-180°C, reducing thermal stress on polyimide (Tg 170°C) by 40%. 2025 trends show ultrafine SnBi variants cutting voids <5%, ideal for wearables—market hits $348M driven by gentler processes.
Q4: What PCB support strategies improve solder paste printing?
A4: Contour vacuum pallets limit bow <0.1 mm, enabling even pressure for 90% release. Partial supports (80% coverage) suit dynamic flex; combined with 20-40 mm/s speeds, they slash insufficient deposits by 30%.
Q5: How to troubleshoot bridging in flexible PCB solder paste printing?
A5: Bridging stems from excess volume or high pressure; fix with 0.08 mm gaps and Type 5 paste. SPI verifies <0.1 mm shorts; in audits, this lifts yields 15%, aligning with IPC-A-610 criteria.
References
(1) IPC-7525 — Stencil Design Guidelines. IPC, 2011.
(2) IPC-A-610 — Acceptability of Electronic Assemblies. IPC, Rev. H, 2019.
(3) J-STD-001 — Requirements for Soldered Electrical and Electronic Assemblies. IPC/JEDEC, Rev. G, 2020.
(4) JEDEC JESD22 — Reliability Qualification of ICs. JEDEC, 2023.
(5) IPC-TM-650 — Test Methods Manual. IPC, 2023.
(6) Low Temperature Solder Pastes Market Strategies for the Next Decade. Data Insights Market, 2025.
(7) IPC-6013 — Qualification and Performance Specification for Flexible Printed Boards. IPC, 2014.
(8) Solder Paste Printing: Challenges and Best Practices. I-Connect007, 2023.
(9) Printing of Solder Paste – A Quality Assurance Methodology. Electronics.org, undated.
(10) Full Analysis of PCBA Solder Paste Printing Process. LSTPCB, Oct 13, 2025.
(11) PCB Stencil Design: Best Practices & Key Characteristics. PICA Manufacturing, undated.
(12) What is PCB Stencil and How to Align It With PCB Accurately. PrintedCircuitBoard.org, Sep 17, 2025.


