Introduction
Automated assembly lines form the backbone of modern PCB production, enabling high-volume surface mount technology (SMT) processes with precision and speed. However, even the most advanced systems encounter disruptions from common assembly line problems that can halt production and compromise quality. This PCB assembly troubleshooting guide delves into diagnosing and fixing these issues, focusing on practical steps for electric engineers. By addressing SMT assembly defects analysis early, teams can minimize downtime and ensure reliable electronic assemblies. Effective automated assembly line maintenance not only boosts yield rates but also aligns with industry standards for consistent performance. Understanding root causes empowers engineers to implement targeted solutions swiftly.
Understanding Automated Assembly Lines and Why Troubleshooting Matters
Automated assembly lines integrate solder paste printing, pick-and-place machines, reflow ovens, and automated optical inspection (AOI) systems to streamline PCB assembly. These lines process thousands of boards per hour, but variations in materials, equipment calibration, or environmental factors lead to frequent defects. Common assembly line problems like solder bridging or component misalignment affect up to significant portions of output if unaddressed, resulting in rework costs and delayed shipments. Troubleshooting becomes critical in high-reliability sectors such as automotive and aerospace, where failures translate to safety risks. Regular maintenance routines prevent escalation of minor issues into major line stoppages. For electric engineers, mastering this process means optimizing throughput while adhering to standards like IPC-A-610 for acceptability criteria.

Common Problems in Automated Assembly Lines: Causes and Mechanisms
SMT assembly defects analysis reveals that solder paste printing issues top the list of common assembly line problems. Inconsistent paste volume or misalignment during stencil printing often stems from worn stencils, improper squeegee pressure, or paste viscosity changes due to temperature fluctuations. These lead to insufficient solder joints downstream or bridging during reflow. Engineers observe this through AOI data showing uneven deposits across pads. Environmental humidity can dry out paste prematurely, exacerbating the problem. Addressing printing first prevents cascading failures in later stages.
Pick-and-place errors represent another frequent challenge in automated assembly line maintenance. Components may shift, rotate, or go missing due to feeder jams, vacuum nozzle wear, or inaccurate vision calibration. High-speed placement amplifies these issues, especially with fine-pitch parts where tolerances are under 0.5 mm. Nozzle contamination from residue buildup further reduces pick-up reliability. Vision system offsets from board warpage compound the misalignment. Data logs from placement machines provide initial clues for diagnosis.
Reflow soldering defects, such as tombstoning and voids, arise from thermal profile mismatches or component-lead coplanarity issues. Tombstoning occurs when one end of a chip lifts during reflow, driven by rapid heating causing uneven wetting. Solder balls form from splatter in the paste, often linked to excessive flux activation temperatures. Head-in-pillow defects, where the solder ball fails to fully merge with the pad, result from insufficient preheat or oxidation. J-STD-001 outlines requirements for soldering processes to mitigate these. Profile monitoring via thermocouples helps identify deviations.
PCB warpage disrupts the entire line, causing placement inaccuracies and reflow failures. Warpage exceeds acceptable limits per IPC standards when boards bow beyond 0.75% of panel dimension, often from asymmetric copper distribution or CTE mismatches between layers. During reflow, gravitational stress on softened boards amplifies bowing. Incoming boards with lamination stresses contribute as well. Fixturing challenges in high-layer counts worsen this in automated setups.
Post-assembly inspection reveals defects like cold joints or bridging not caught earlier. Cold joints appear dull and grainy from inadequate reflow time above liquidus, leading to high-resistance connections. Bridging shorts pads when excess solder flows between close pitches. These often trace back to stencil aperture design flaws or paste release inconsistencies.
Diagnosing Issues: A Step-by-Step PCB Assembly Troubleshooting Guide
Start diagnosis with process data review from machine logs and AOI reports to pinpoint failure concentrations. For printing issues, measure paste height with laser profilometers and inspect stencil underside for residue. Viscosity checks using rheometers confirm paste suitability. In pick-and-place troubleshooting, verify feeder alignment and nozzle vacuum levels, then calibrate vision offsets with fiducials. Simulate placements on test boards to isolate mechanical faults.
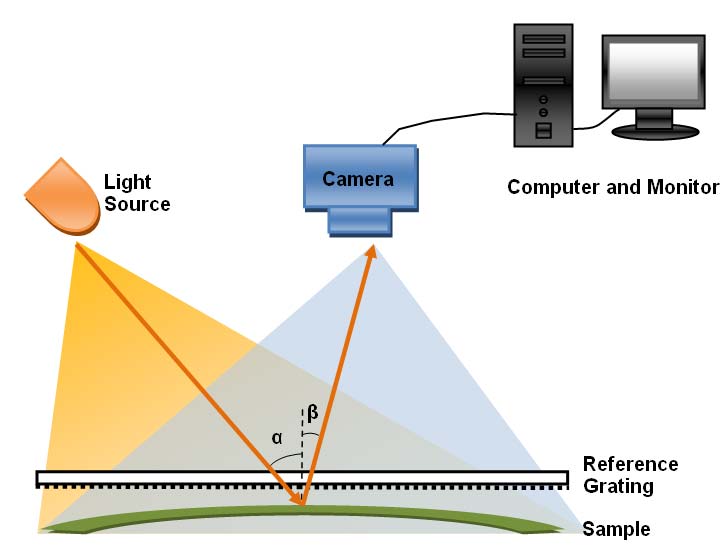
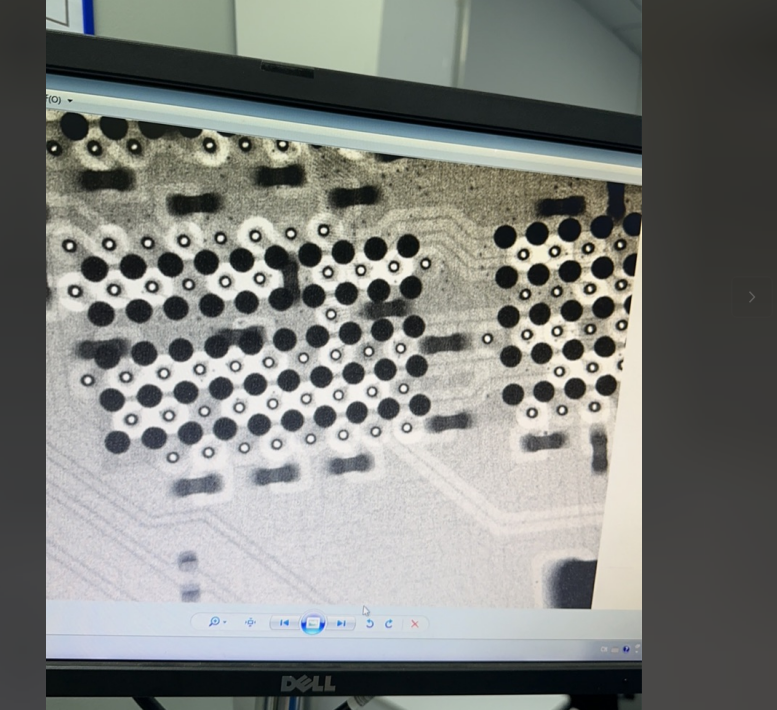
Reflow defects demand thermal profiling across multiple boards. Place thermocouples on critical components to map peak temperatures and time above liquidus per J-STD-001 guidelines. X-ray inspection reveals voids or head-in-pillow without destructive testing. For warpage, use shadow moiré or dial gauges pre- and post-reflow to quantify bow and twist. Correlate with lamination data from fabrication.
Automated assembly line maintenance includes preventive diagnostics like daily stencil cleaning verification and weekly feeder audits. Trend analysis of defect Pareto charts guides focus areas. Cross-sectioning sample joints under microscopy provides microstructural insights into wetting failures. Electrical testing post-rework validates fixes.
Fixing Common Issues: Practical Solutions and Best Practices
Resolve printing defects by optimizing stencil thickness and aperture reductions for fine-pitch, typically 10-20% smaller than pad width. Implement understencil wipe cycles every 5-10 prints and control cleanroom humidity below 50%. Paste agitation prevents settling. For pick-and-place, schedule nozzle replacements based on usage counters and standardize feeder setups with quick-change systems.
Correct reflow issues through profile adjustments, ensuring ramp-up rates under 2°C/s and soak times sufficient for flux activation. Nitrogen atmospheres reduce oxidation for better wetting. Component baking per JEDEC standards removes moisture before placement. Warpage mitigation involves symmetric stackups, balanced copper pours, and reflow pallets or top-side weights.
Rework protocols follow IPC-7711/7721 for removal and replacement, using hot air for SMDs and minimizing thermal shock. Post-rework, reinspection confirms compliance with IPC-A-610 class criteria. Automated assembly line maintenance best practices include operator training on root cause analysis and spare parts inventory for rapid swaps.
Real-World Troubleshooting Insights for Electric Engineers
Consider a scenario where tombstoning spikes on 0402 resistors. Diagnosis traces to rapid ramp-up; solution adjusts profile for slower preheat, reducing incidence by balancing flux and solder melt. Another case: feeder errors on BGA parts from tape tension variations. Calibrating peel force and vision gain resolves it. Warped multilayer boards failing AOI prompt fab collaboration on bake cycles and symmetric routing. These examples underscore systematic SMT assembly defects analysis in production.
Conclusion
Troubleshooting automated assembly lines demands a blend of data-driven diagnosis and proactive maintenance to conquer common assembly line problems. Electric engineers benefit from structured approaches targeting printing, placement, reflow, and warpage. Adhering to standards like IPC-A-610 and J-STD-001 ensures defect-free outputs. Implementing these PCB assembly troubleshooting guide strategies enhances reliability and efficiency. Continuous monitoring evolves lines toward zero-defect goals. Prioritize root causes for lasting improvements.
FAQs
Q1: What are the most common assembly line problems in PCB SMT production?
A1: Common assembly line problems include solder bridging, component misalignment, tombstoning, and PCB warpage. These arise from paste inconsistencies, placement errors, thermal mismatches, or material stresses. Automated assembly line maintenance focuses on stencil cleaning, feeder calibration, and profile optimization to prevent them. Regular AOI trending identifies patterns early.
Q2: How do you diagnose solder defects in a PCB assembly troubleshooting guide?
A2: Begin with AOI for visual flags like bridges or voids, then thermal profiling per J-STD-001. X-ray for subsurface issues and cross-sectioning for joint integrity. Correlate with upstream data like paste volume. Fixes involve stencil tweaks or reflow adjustments for reliable SMT assembly defects analysis.
Q3: What causes PCB warpage in automated lines and how to fix it?
A3: Warpage stems from copper imbalance, CTE mismatch, or reflow stresses exceeding IPC limits. Measure with moiré interferometry and mitigate via symmetric designs, baking, and fixturing. Automated assembly line maintenance includes panel size controls and cool-down supports.
Q4: Why is automated assembly line maintenance essential for yield?
A4: Maintenance prevents downtime from common issues like nozzle wear or paste drying, directly boosting yields. It aligns processes with standards, reducing rework. Electric engineers use Pareto analysis for targeted upkeep.
References
IPC-A-610H — Acceptability of Electronic Assemblies. IPC, 2017
J-STD-001H — Requirements for Soldered Electrical and Electronic Assemblies. IPC, 2017
IPC-7711/7721B — Rework, Modification and Repair of Electronic Assemblies. IPC, 2018


