Introduction
Reflow ovens play a critical role in surface mount technology assembly lines, where they melt solder paste to form reliable electrical connections on printed circuit boards. When these ovens malfunction or operate suboptimally, they lead to a range of PCB soldering defects that compromise product quality and increase rework costs. Electronics manufacturers often face SMT process issues such as tombstoning, solder bridging, and voids, which stem directly from reflow oven problems. Effective reflow oven troubleshooting and maintenance are essential to minimize downtime and ensure consistent yields. This guide provides practical steps for identifying and resolving common issues, drawing on established engineering practices. By addressing these challenges proactively, engineers can optimize their production processes and maintain high assembly standards.
Understanding Reflow Ovens and Their Importance in SMT Assembly
A reflow oven is a controlled heating system used in the SMT process to reflow solder paste applied to PCB pads and components. It typically features multiple heating zones, including preheat, soak, reflow, and cooling sections, to achieve a precise thermal profile that activates flux, melts solder, and forms joints without damaging components. Proper operation ensures uniform heating across the board, preventing thermal gradients that cause defects. In high-volume manufacturing, reflow ovens process hundreds of boards per hour, making reliability vital for throughput and cost control. Disruptions from oven issues can halt lines, leading to scrap rates exceeding acceptable limits and delaying shipments. Mastering reflow oven maintenance directly impacts overall equipment effectiveness and long-term process stability.
Common Causes of Reflow Oven Problems
Reflow oven malfunctions often arise from temperature control failures, where heaters or sensors degrade over time, resulting in uneven zone temperatures. This leads to hot spots or cold areas that affect solder melting uniformity, particularly on larger or multilayer PCBs with varying thermal masses. Conveyor system issues, such as belt slippage or misalignment, can cause boards to dwell incorrectly in zones, exacerbating heating inconsistencies. Contamination buildup from flux residues inside the oven chamber reduces heat transfer efficiency and promotes defects like solder balls. Atmosphere control problems, including oxygen ingress or improper nitrogen flow, oxidize solder joints during reflow. Mechanical wear on fans and exhaust systems further compounds these issues by disrupting airflow patterns essential for convective heating.
Mechanical faults in reflow ovens frequently manifest as conveyor speed variations due to motor wear or encoder inaccuracies. Boards traveling too slowly may overheat, causing component lift-off or warpage, while excessive speed prevents full solder reflow. Poor maintenance allows dust and residue accumulation on conveyor rails, leading to jamming or inconsistent board transport. These problems are particularly evident in high-density assemblies where precise positioning is critical. Engineers should routinely inspect drive components to catch wear early. Addressing these root causes prevents cascading SMT process issues downstream.
Key PCB Soldering Defects Linked to Reflow Oven Issues
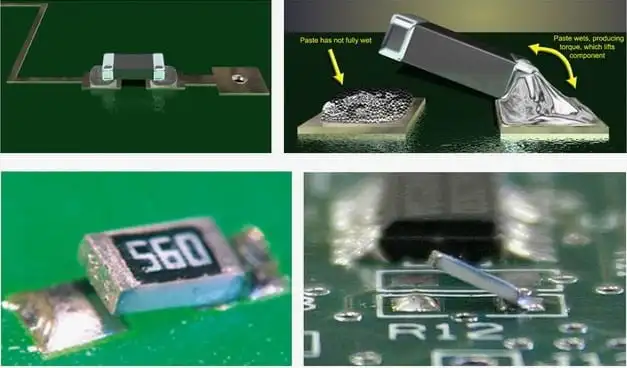
Tombstoning occurs when one end of a component lifts due to rapid vaporization of flux or uneven pad wetting, often from steep temperature ramps in the preheat zone. Solder bridging happens when excess paste flows between closely spaced pads during reflow, typically from prolonged soak times or high peak temperatures. Voids form from trapped gases escaping unevenly, linked to inadequate preheat that fails to volatilize solvents completely. Head-in-pillow defects, where the solder ball does not fully wet the pad, result from mismatched reflow profiles relative to component sensitivity. Insufficient solder joints arise from cold spots preventing full melt, while dewetting shows as beading from surface contamination amplified by oven residues.
These defects not only fail visual inspections but also reduce joint reliability under thermal cycling. Statistical process control data often reveals correlations between oven performance metrics and defect rates. For instance, delta-T exceeding recommended limits across the board signals profiling needs. Early detection through inline monitoring helps isolate oven contributions from upstream factors like stencil printing.
Troubleshooting Temperature-Related Reflow Oven Problems
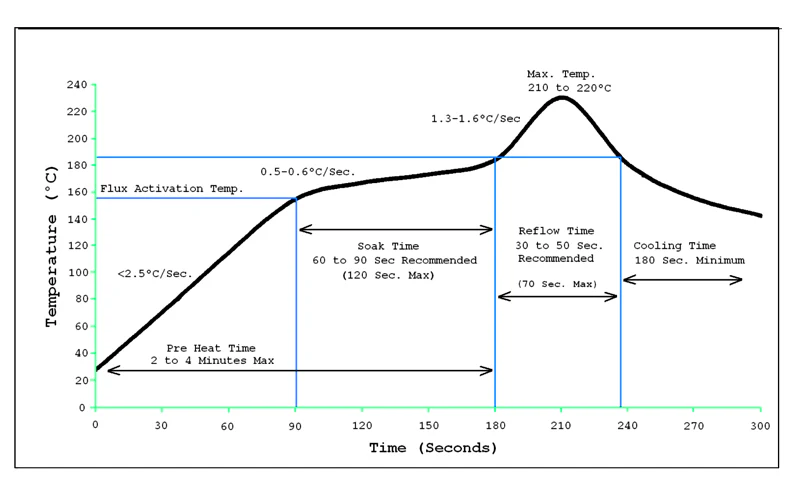
Begin reflow oven troubleshooting by verifying the thermal profile using multiple thermocouples placed at board center, corners, and component shadows, as outlined in IPC-7530 guidelines. Compare actual readings against the target curve for preheat ramp (typically 1-3°C/s), soak duration, reflow peak, and cooling slope. Deviations indicate faulty heaters, thermocouples, or circulation fans needing calibration or replacement. Clean heater elements and reflectors to restore emissivity, as flux buildup can drop zone efficiency by altering infrared or convection balance. Adjust PID controller settings incrementally while monitoring stability to avoid overshoot. Document profiles before and after changes to track improvements in PCB soldering defects.
For persistent hot or cold zones, perform a full oven characterization mapping temperatures across multiple board positions and conveyor speeds. Uneven airflow from clogged filters or impeller wear often causes these patterns, resolvable by scheduled cleaning and fan inspections. Nitrogen-purged ovens require purity checks to prevent oxidation-related defects; low levels mimic temperature shortfalls. Simulate production loads with dummy boards to replicate real thermal mass effects. This systematic approach ensures reflow oven repair targets true root causes rather than symptoms.
Addressing Mechanical and Conveyor Issues in Reflow Ovens
Inspect conveyor belts for tension, alignment, and wear, as slippage alters dwell times and induces vibration that scatters solder paste. Lubricate chains and rails per manufacturer intervals, but avoid over-application to prevent residue attraction. Encoder feedback calibration ensures speed accuracy within 1% tolerance, critical for profile adherence. Jam sensors and edge guides should secure boards without crushing, especially for warped panels. Test under load to confirm smooth operation across speed ranges. These steps form the core of reflow oven maintenance for mechanical reliability.
When boards show inconsistent indexing or edge damage, audit support pins or mesh belts for deformation. Replace worn idlers promptly to maintain planarity. Integrate automated optical inspection post-oven to quantify defect correlations with transport anomalies. Vibration analysis tools can pinpoint motor imbalances early.
Best Practices for Reflow Oven Maintenance and Repair
Implement a preventive maintenance schedule including weekly visual inspections, monthly thermocouple validations, and quarterly full profiling. Flux management involves daily chamber wipes and exhaust filter changes to control residues. Train operators on anomaly recognition, like unusual odors signaling heater failures. Use data loggers for continuous monitoring of zone variances and conveyor metrics. For reflow oven repair, isolate faults with zone-by-zone shutdown tests before component swaps. Adhering to J-STD-020 classifications ensures profiles match component sensitivities, reducing moisture-induced defects.
Optimize nitrogen usage by verifying seals and flow rates, targeting below 100 ppm oxygen. Software updates for oven controllers enhance profiling precision. Cross-train maintenance teams on electrical schematics for faster diagnostics. Track mean time between failures to refine intervals. These practices yield defect reductions and extend oven life.

Advanced Troubleshooting: Integrating Process Data
In complex scenarios, correlate oven data with upstream solder paste inspection and downstream X-ray analysis to disentangle variables. For example, bridging spikes may trace to stencil wear rather than oven soak, but profile tweaks still mitigate. Simulate defects via design of experiments varying ramp rates and peaks. Component shadowing on dense boards requires airflow tweaks for uniformity. Warped PCBs amplify issues; precondition per standards to flatten. This holistic view elevates reflow oven troubleshooting beyond reactive fixes.
Conclusion
Mastering reflow oven troubleshooting empowers electronics manufacturers to tackle SMT process issues head-on, minimizing PCB soldering defects and boosting yields. Regular profiling, mechanical upkeep, and profile adherence to standards like IPC-7530 form the foundation of reliable operation. Proactive reflow oven maintenance prevents costly downtime, while targeted repairs address specific faults efficiently. Engineers benefit from systematic diagnostics that integrate oven performance with assembly data. Implementing these strategies ensures robust solder joints and production excellence. Stay vigilant with monitoring to adapt to evolving board complexities.
FAQs
Q1: What are the most common signs of reflow oven temperature issues?
A1: Uneven heating manifests as tombstoning, voids, or incomplete reflow on PCBs, often with high delta-T in profiles. Check thermocouples and heaters first, then profile the oven fully. Clean residues and recalibrate zones to restore uniformity. This reflow oven troubleshooting step resolves most soldering defects quickly. Monitor daily to catch drifts early.
Q2: How does conveyor speed affect reflow oven performance?
A2: Incorrect speeds alter zone dwell times, causing under-reflow or overheating in SMT processes. Too fast skips preheat; too slow warps boards. Calibrate encoders and test under load for precision. Integrate with thermal profiling for optimal settings. Proper adjustment prevents many PCB soldering defects.
Q3: What role does atmosphere control play in reflow oven maintenance?
A3: Nitrogen purity below 100 ppm prevents oxidation, reducing dewetting and bridging. Leaks or filter clogs introduce oxygen, mimicking temperature faults. Inspect seals weekly and verify flows. This enhances joint reliability per sensitivity standards. Routine checks are key to defect-free reflow.
Q4: How often should reflow ovens undergo full profiling?
A4: Profile quarterly or after repairs, per IPC guidelines, to verify against target curves. Include multiple board positions for accuracy. Deviations signal maintenance needs. This practice minimizes SMT process issues and ensures consistent quality.
References
IPC-7530A - Guidelines for Temperature Profiling for Mass Soldering Processes. IPC.
IPC/JEDEC J-STD-020F - Moisture/Reflow Sensitivity Classification of Non-Hermetic Surface Mount Devices. IPC/JEDEC, 2022.
IPC J-STD-001GS - Requirements for Soldered Electrical and Electronic Assemblies. IPC.


