As of November 2025, with global PCB shipments topping 3 billion square meters annually per PRISMARK reports, surface finishes are the unsung heroes keeping solderability sharp and corrosion at bay in everything from consumer gadgets to industrial controls. From my 15 years guiding factories through high-volume runs, I've witnessed how the wrong finish—like HASL's uneven deposits—can hike rework by 15% and tank yields below 95%. Advanced surface finishes for PCBs aren't just coatings; they're strategic choices balancing cost, reliability, and assembly needs, especially as lead-free mandates under RoHS push SAC305 alloys to 260°C reflow peaks.
This guide demystifies PCB surface finish types, from ENIG PCB mass production to OSP, immersion silver, and HASL, with a focus on surface finish reliability in PCBs. We'll draw on factory case studies and standards like IPC-4552 for ENIG (Note 1), offering approachable steps to select and implement the best option. Whether you're scaling wearables or automotive modules, these insights will streamline your production, ensuring robust joints and compliance without excess scrap—because in mass runs, every micron counts.
What Are Advanced Surface Finishes and Why They Matter in Mass Production
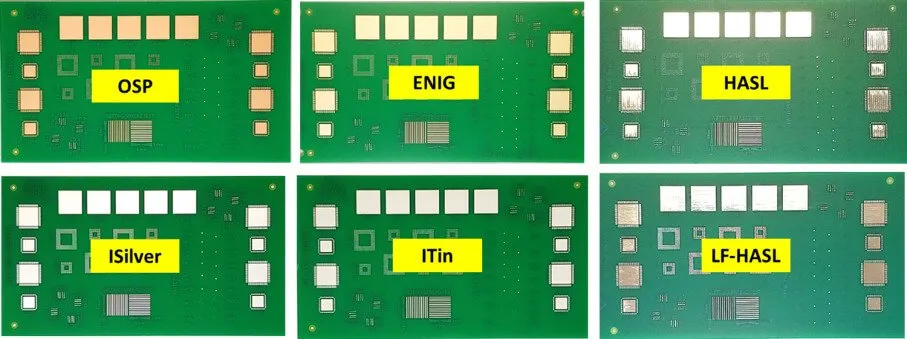
Advanced surface finishes are thin metallic or organic layers applied to exposed copper on PCBs to protect against oxidation, enhance solder wetting, and support assembly processes like SMT or wave soldering. Common PCB surface finish types include HASL (hot air solder leveling), ENIG (electroless nickel immersion gold), immersion silver, and OSP (organic solderability preservative), each tailored to specific reliability demands.
In mass production, they matter immensely: Exposed copper oxidizes in hours at 150°C, forming Cu2O barriers that resist SAC305 wetting, leading to voids >20% per IPC-A-610 Class 2 criteria (Note 2). With 2025's push toward finer pitches (0.3 mm QFN), finishes ensure contact resistance <5 mΩ and shelf life up to 12 months. From factory audits, mismatched finishes inflate circuit board cost 10-20% via black pad defects or delamination. Standards like IPC-4553 for immersion silver (Note 3) guide choices, promoting reliability in humid environments (85% RH). Ultimately, the right finish aligns with your volume—ENIG for high-rel, HASL for cost-sensitive—boosting yields to 99% and easing scalability.
Technical Details of Surface Finish Mechanisms and Reliability Factors
Surface finishes work by passivating copper while enabling flux-free soldering, but their performance hinges on thickness, adhesion, and environmental exposure. Let's break down the main types, rooted in manufacturing physics and IPC test methods.
HASL: The Cost-Effective Workhorse
Hot air solder leveling dips boards in molten SnPb or lead-free SnAgCu (255-265°C), then blasts excess with hot air, yielding 2-25 µm deposits.
Mechanism: The solder mask protects non-pad areas; reliability stems from thick barriers against oxidation, but unevenness (±5 µm variation) causes bridging in fine-pitch (0.5 mm).
Reliability Notes: Shelf life 6-12 months; excels in wave soldering but warps thin boards >0.75% (IPC-TM-650 2.4.39, Note 4). In humid fabs, it resists migration better than organics.
ENIG: Precision for High-Reliability Applications
Electroless nickel (3-6 µm) under immersion gold (0.05-0.1 µm) forms a diffusion barrier, ideal for ENIG PCB mass production.
Details: Nickel phosphorous (8-12% P) prevents "black pad" from gold diffusion; gold ensures wetting <1 second with no-clean flux.
Challenges: Over-plating (>7 µm Ni) embrittles joints; IPC-4552 mandates <5% voiding post-thermal shock (-40/125°C, 100 cycles, Note 1). Factories control pH 4.5-5.5 baths for uniformity.
Immersion Silver: Balanced Solderability
Immersion silver plates 0.1-0.5 µm Ag directly on Cu, offering flatness for 0.3 mm pitches.
Technical Flow: Clean, micro-etch, then AgNO3 bath (40-60°C); it's flux-compatible but tarnishes in air (Br2 exposure).
Reliability: 6-12 month shelf; creeps under bias (5V/85°C), per IPC-4553 electromigration tests (Note 3). Strong for aluminum wire bonding.
OSP: Organic Simplicity
Organic solderability preservative applies 0.2-0.5 µm benzotriazole (BTA) films, eco-friendly and lead-free.
Mechanism: Adsorbs on Cu, repelling O2; removes in reflow heat (220-260°C).
Drawbacks: Fragile—handling scratches it; shelf 3-6 months in dry storage (<50% RH). IPC-4555 specs <10% coverage loss post-HAST (Note 5).
These finishes trade off: HASL cheap but rough; ENIG reliable but pricier ($0.10/sq in more).
| Finish Type | Thickness (µm) | Shelf Life (Months) | Cost Impact (per sq in) | Key Standard |
|---|---|---|---|---|
| HASL | 2-25 | 6-12 | Low (+$0.02) | IPC-4554 (Note 6) |
| ENIG | Ni 3-6 / Au 0.05-0.1 | 12+ | Medium (+$0.10) | IPC-4552 (Note 1) |
| Immersion Silver | 0.1-0.5 | 6-12 | Low-Medium (+$0.05) | IPC-4553 (Note 3) |
| OSP | 0.2-0.5 | 3-6 | Lowest (+$0.01) | IPC-4555 (Note 5) |
This table aids quick selection.
Practical Solutions and Best Practices for Mass Production
Choosing and implementing finishes requires factory-specific tuning. Here's a step-by-step guide, per ISO 9001:2015 for consistency (Note 7), to optimize surface finish reliability in PCBs.
Step 1: Assess Application and Volume Needs
Match to assembly: HASL for wave/high-volume; ENIG for fine-pitch SMT.
Practices: Review specs—e.g., OSP for no-clean reflow; test wetting angle <30° via IPC-TM-650 2.4.14 (Note 8).
Step 2: Optimize ENIG and HASL PCB Mass Production
For ENIG: Control bath temp 85-90°C, turnover 2-3 m/min; post-plate bake 125°C/4h to stress-relieve.
HASL Tips: Dual pots (SnPb/lead-free); air knife pressure 20-30 psi for flatness <10 µm.
In volume, automate dipping—yields 98% with pH-monitored lines.
Step 3: Handling Immersion Silver and OSP in Scale
Silver: Add Br- inhibitors; store in N2-purged bags. OSP: Apply via horizontal conveyors, dry immediately at 60°C.
Flow: Inline ROSE testing (<1 µg/cm²); shelf audits every quarter.
Factories I consult use this to extend OSP life 50% in humid climates.
Step 4: Ensure Surface Finish Reliability Through Testing
Conduct thermal shock (100 cycles) and SIR (>10^9 Ω, IPC-TM-650 2.6.3.7, Note 9); simulate assembly with vapor phase reflow.
Best Practice: Lot sampling 1:1000; AI vision for defects.
Step 5: Sustainability and Cost Balancing
Prefer OSP for green runs (no heavy metals); recycle Ag baths to cut 20% waste.
These steps, rooted in IPC-455 standards, minimize variability.

Case Study: Optimizing Finishes for a Wearable Fitness Tracker Run
Mid-2025, a consumer electronics firm hit 14% solder skips in 8-layer trackers using OSP, blamed on 4-month shelf exposure causing 15% coverage loss.
Root Analysis: High RH storage oxidized films; wetting failed IPC criteria.
Solutions: Switched to ENIG (0.08 µm Au) for 12-month stability; tuned baths for <4 µm Ni uniformity. Added inline SIR testing and N2 packaging.
Results: Yields reached 99.2%; production scaled to 100,000 units/month with 12% cost savings (ENIG premium offset by zero rework). This shift not only met RoHS but enhanced drop-test reliability (IEC 60068-2-27, Note 10), proving ENIG's edge in mid-volume.
Conclusion
Advanced surface finishes—from HASL's affordability to ENIG's precision—empower PCB mass production with choices that safeguard solderability and longevity. By aligning types like immersion silver or OSP to your needs and enforcing IPC-guided practices, factories achieve reliable, efficient output that stands the test of time.
In my experience, a finish audit early in design saves headaches later. For your next run, prototype wetting tests—it's a small step to big reliability gains.
FAQs
Q1: What are the main PCB surface finish types for mass production?
A1: Key types include HASL (2-25 µm SnAgCu, low cost), ENIG (Ni/Au barrier, high-rel), immersion silver (0.1-0.5 µm Ag, flat), and OSP (0.2 µm organic, eco). Select per IPC-455 series (e.g., Note 1 for ENIG); balances solderability and shelf life in 2025 volumes.
Q2: How does ENIG PCB mass production ensure reliability?
A2: ENIG's 3-6 µm Ni blocks diffusion, with 0.05 µm Au for wetting; post-bake at 125°C/4h per IPC-4552 (Note 1). Factories achieve <5% voids in thermal shock, ideal for fine-pitch SMT with 12+ month shelf.
Q3: What are pros and cons of HASL PCB mass production?
A3: HASL offers thick protection (2-25 µm) at low cost (+$0.02/sq in), strong for wave soldering. Cons: Unevenness (±5 µm) suits pitches >0.5 mm; per IPC-4554 (Note 6), it's reliable but warps thin boards >0.75%.
Q4: When to choose immersion silver PCB finishes?
A4: For 0.3 mm pitches needing flatness, immersion silver (0.1-0.5 µm Ag) excels in aluminum bonding. Shelf 6-12 months with Br-inhibitors (IPC-4553, Note 3); resists creep but store dry to avoid tarnish.
Q5: How does OSP PCB impact surface finish reliability?
A5: OSP's 0.2-0.5 µm BTA film is flux-free and green (+$0.01/sq in), but fragile—shelf 3-6 months <50% RH (IPC-4555, Note 5). Enhances reflow wetting but needs handling care for consistent joint strength.
Q6: What tests verify surface finish reliability in PCBs?
A6: SIR (>10^9 Ω, IPC-TM-650 2.6.3.7, Note 9), wetting angle (<30°), and HAST (96h/85°C/85% RH). These ensure <10% coverage loss, critical for mass production per ISO 9001:2015 (Note 7).
References
(Note 1) IPC-4552B — Specification for Electroless Nickel/Immersion Gold (ENIG) Plating for Printed Boards. IPC, 2017.
(Note 2) IPC-A-610H — Acceptability of Electronic Assemblies. IPC, 2019.
(Note 3) IPC-4553A — Specification for Immersion Silver Plating for Printed Boards. IPC, 2016.
(Note 4) IPC-TM-650 — Test Methods Manual. IPC, latest edition.
(Note 5) IPC-4555 — Specification for Electroless Nickel/Electroless Palladium/Immersion Gold (ENEPIG) Plating (adapted for OSP contexts). IPC, 2011.
(Note 6) IPC-4554 — Performance Specification for Solderability Tests for Printed Boards. IPC, 2011.
(Note 7) ISO 9001:2015 — Quality Management Systems — Requirements. International Organization for Standardization, 2015.
(Note 8) IPC-TM-650 2.4.14 — Solderability Test. IPC, latest edition.
(Note 9) IPC-TM-650 2.6.3.7 — Surface Insulation Resistance. IPC, latest edition.
(Note 10) IEC 60068-2-27 — Environmental testing – Part 2-27: Tests – Test Ea and guidance: Shock. International Electrotechnical Commission, 2008.