Introduction
High-volume surface mount technology (SMT) assembly demands precision to deliver reliable PCBs in large quantities for demanding applications. Engineers face challenges like maintaining consistent SMT process control high volume while minimizing downtime and defects. This article dives into best practices that enhance yield and quality in PCB manufacturing. From stencil printing to reflow soldering optimization high volume, these strategies help troubleshoot common issues effectively. By focusing on proven engineering approaches, manufacturers can achieve scalable production without compromising reliability. Understanding these elements is essential for electric engineers optimizing assembly lines.

What Is High-Volume SMT Assembly and Why It Matters
Surface mount technology PCB assembly places components directly onto the board surface, enabling compact designs and automated high-speed production. In high-volume scenarios, lines process thousands of boards daily, amplifying the impact of even minor process variations. Effective SMT process control high volume prevents costly rework and ensures compliance with quality benchmarks. This method contrasts with through-hole assembly by reducing material use and board size, which is critical for modern electronics. Reliability suffers without tight controls, leading to field failures in applications like automotive or telecommunications. For electric engineers, mastering high-volume SMT means balancing speed, accuracy, and cost in real-world production.
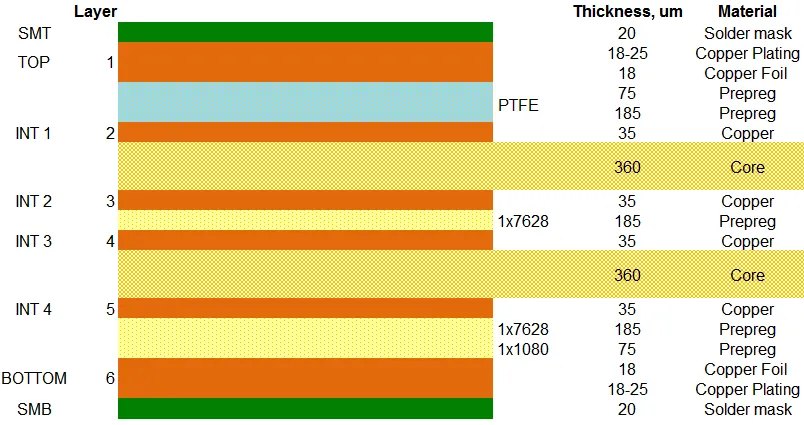
The relevance grows with shrinking component sizes and increasing complexity in multilayer boards. Poor control results in SMT assembly defects that cascade through the supply chain, delaying shipments and eroding trust. High-volume operations must prioritize process stability to meet tight deadlines. Engineers benefit from data-driven monitoring to predict and avert issues early. Ultimately, reliable SMT assembly supports innovation by freeing resources for design rather than fixes.
Key Technical Principles in High-Volume SMT Assembly
SMT assembly follows a sequence of solder paste deposition, component placement, reflow soldering, and inspection, each governed by precise parameters. Solder paste printing relies on stencil thickness and aperture geometry to deposit uniform volumes, preventing insufficient or excess paste that causes defects. Component placement demands sub-millimeter accuracy, influenced by machine calibration and feeder vibration control. Reflow soldering involves a controlled thermal profile with preheat, activation, reflow, and cooling zones to achieve proper wetting without thermal stress.
Process variations arise from environmental factors like humidity affecting paste viscosity or board warpage impacting placement. In high-volume runs, thermal mass differences between boards require consistent conveyor speeds and oven zoning. Adhesion between paste and pads depends on surface finish and oxidation levels, directly tying to joint integrity. Electric engineers troubleshoot by analyzing profile data to correlate temperature ramps with solder joint formation. These principles form the foundation for scalable SMT process control high volume.
Best Practices for Stencil Printing and Solder Paste Application
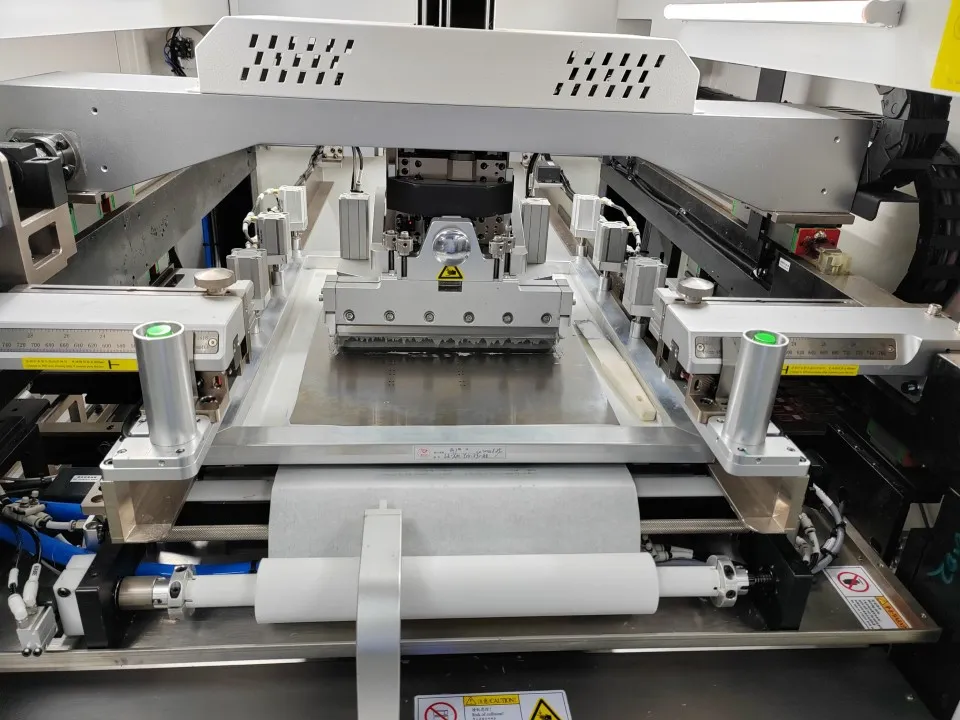
Stencil printing sets the stage for reliable high-volume SMT by ensuring consistent paste volume transfer. Select stencil thickness based on smallest pad size, typically balancing release and deposit height for fine-pitch components. Maintain squeegee speed and pressure to avoid smearing or skipping, adjusting for paste rheology changes over shifts. Clean stencils every 10 to 20 prints using programmed wipe cycles to prevent buildup that leads to bridging.
Implement solder paste inspection (SPI) post-printing to verify volume, height, and position against design tolerances. Track paste age and storage conditions, as improper refrigeration causes separation or drying. For high-volume lines, qualify multiple paste lots simultaneously to avoid interruptions. These practices reduce print-related SMT assembly defects by up to significant margins through proactive monitoring. Electric engineers often log SPI data trends to fine-tune parameters seasonally.
Optimizing Component Placement for High-Volume Production
Placement accuracy is paramount in surface mount technology PCB assembly, where misalignment amplifies downstream defects. Calibrate machines daily using vision systems to compensate for nozzle wear and board tolerances. Optimize feeder setups by grouping components by size and quantity, minimizing changeovers in high-volume runs. Use high-speed heads for large components and precision heads for fine-pitch parts to balance throughput and accuracy.
Vibration isolation on placement platforms prevents shifts during rapid nozzle changes. Pre-dry components per moisture sensitivity levels to avoid popcorning in reflow. Integrate automated optical inspection (AOI) post-placement to catch errors before soldering. Troubleshooting tip: Analyze placement logs for patterns like repeated offsets, often tracing to warped carriers. These steps ensure SMT process control high volume without sacrificing quality.
Reflow Soldering Optimization for High-Volume SMT
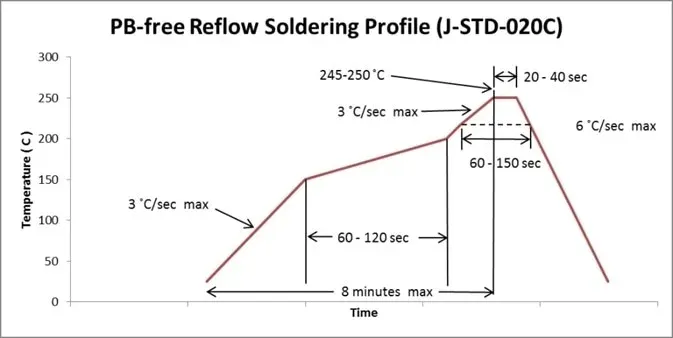
Reflow soldering optimization high volume hinges on profiling the oven to match alloy melting characteristics and component tolerances. Preheat gradually to volatilize flux without rapid heating that causes defects like tombstoning. Soak phase activates flux evenly, followed by peak reflow above liquidus for full wetting, then controlled cooling to form robust joints. Nitrogen atmospheres reduce oxidation in lead-free processes, improving cosmetics and reliability.
Zone temperatures must account for board thickness and load density, verified with thermocouples per IPC-7530 guidelines. Profile every product change or oven maintenance to baseline performance. Monitor conveyor speed to maintain peak time within specifications. Electric engineers troubleshoot voids by correlating X-ray images with profile deviations, adjusting ramp rates accordingly. Consistent optimization minimizes thermal shock across high-volume batches.
Inspection and Quality Control Strategies
Inline inspections like SPI, AOI, and X-ray form a layered defense against SMT assembly defects in high-volume lines. SPI catches print anomalies early, AOI verifies placement pre-reflow, and post-reflow AOI plus X-ray detect soldering issues. Set acceptance criteria per IPC-A-610 class levels matching end-use requirements. Yield analytics from these tools guide process tweaks, such as tightening placement tolerances for bridging trends.
Manual visual checks supplement automation for complex boards, training operators on defect classifications. Data integration across stations enables first-pass yield tracking. For electric engineers, false calls from reflections require lighting adjustments in AOI setups. These controls ensure traceability and continuous improvement.
Common SMT Assembly Defects and Prevention in High Volume
SMT assembly defects like solder bridging, insufficient solder, and head-in-pillow plague high-volume production if unaddressed. Bridging often stems from excess paste or poor separation, prevented by refined stencil apertures and SPI. Tombstoning results from uneven reflow heating, mitigated by balanced preheat and pad design symmetry. Voids form from flux entrapment or outgassing, countered by optimized soak times and vacuum reflow where feasible.
Component shifts occur from vibration or weak paste tack, fixed by placement verification and paste inspection. Warpage exacerbates all issues, requiring fixture support during reflow per board-specific analysis. Troubleshooting involves root cause mapping: paste defects link to printing, soldering to profiles. Prevention scales with statistical process control charts monitoring key variables.
Advanced Troubleshooting Insights for Electric Engineers
In high-volume SMT, intermittent defects signal upstream issues like feeder jams or paste degradation. Cross-reference AOI rejects with SPI data to isolate printing faults. Thermal profiling under full load reveals conveyor-induced variations missed in empty runs. For persistent voids, evaluate paste metal load and particle size distribution qualitatively.
Board handling introduces static or contamination, necessitating ionized air and cleanroom protocols. Engineers script custom reports from machine data to predict downtime. Collaborate with material suppliers on alloy compatibility without naming specifics. These insights turn reactive fixes into proactive high-volume reliability.
Conclusion
High-volume SMT assembly thrives on meticulous process control, from printing to inspection, ensuring reliable surface mount technology PCB production. Best practices like reflow soldering optimization high volume and defect prevention directly boost yields for electric engineers. Implementing layered inspections and data analytics sustains quality at scale. Troubleshoot systematically to address root causes rather than symptoms. Prioritizing these strategies positions manufacturing for consistent performance and innovation.
FAQs
Q1: What are the main challenges in SMT process control high volume?
A1: High-volume SMT demands tight tolerances across printing, placement, and reflow to handle throughput without defects. Variations in paste viscosity or oven loading disrupt consistency, leading to bridging or voids. Engineers mitigate this with inline SPI, AOI, and real-time profiling. Yield tracking identifies drifts early, enabling adjustments like speed reductions during peak loads. Practical monitoring ensures scalability.
Q2: How can reflow soldering optimization high volume reduce SMT assembly defects?
A2: Reflow optimization involves tailoring profiles to board specifics, with gradual preheat preventing tombstoning and adequate peak time ensuring wetting. Nitrogen use curbs oxidation for cleaner joints. Thermocouple verification under production loads catches zone imbalances. Troubleshooting voids links back to soak phase tweaks. This approach minimizes thermal defects systematically.
Q3: What causes common SMT assembly defects in surface mount technology PCB production?
A3: Defects like insufficient solder trace to poor paste deposition, while shifts arise from placement inaccuracies. Bridging follows excess paste or stencil wear, and voids from trapped flux. Warpage amplifies issues across processes. Prevention starts with SPI and AOI, plus stencil maintenance. Root cause analysis via data prevents recurrence in high-volume runs.
Q4: Why is inline inspection critical for high-volume SMT process control?
A4: Inline tools like AOI and X-ray detect anomalies pre- and post-reflow, slashing rework costs. They provide data for statistical control, correlating defects to parameters. False positives require calibration, but net gains in first-pass yield are substantial. Electric engineers leverage trends for predictive maintenance.
References
IPC-A-610H — Acceptability of Electronic Assemblies. IPC, 2019
IPC-7530 — Guidelines for Temperature Profiling of Surface Mount Solder Reflow Ovens. IPC, 2008
J-STD-020E — Moisture/Reflow Sensitivity Classification for Nonhermetic Surface Mount Devices. JEDEC, 2014