Compared with gasoline or diesel vehicles that can refuel quickly, electric vehicles (EVs) require significantly longer charging times, a commonly cited barrier to wider adoption. To address this, vehicle manufacturers are deploying faster charging systems with peak powers of 250 kW or higher. These systems can provide enough energy in roughly 20 minutes for about 160 miles of range, depending on the vehicle, but they introduce several technical challenges.
Increasing cable size and welding challenges
To support higher charging rates and capacity, EV battery systems require higher-capacity wiring and thicker power cables. Typical copper cables used today in EV batteries and charging stations reach up to 95 mm^2 cross section, and to meet faster charging demands they may soon exceed 120 mm^2. Until recently, manufacturers experienced difficulty welding 60 mm^2, 90 mm^2, or 120 mm^2 cables. These issues stem from the increased power and amplitude requirements needed to weld thicker charge cables.
Bending and stretching of cable strands during welding increases strand fatigue and raises the risk of failure. The larger welding forces required generate excessive friction and heat in the weld area, which can spread beyond the intended zone and indicate inefficient power delivery. Larger cable diameters also reduce the tool's ability to grip the strands, allowing slippage on the tool surface instead of holding them in position. This accelerates tool wear, increases replacement frequency, raises energy consumption, and places additional stress on welding equipment.
These problems are significant for industries experiencing rapid growth in demand for faster, higher-capacity EV charging systems. Engineers at Emerson investigated these issues and found that the increased clamping force required for thicker cables pushed cantilevered actuator arms used on typical ultrasonic welding machines to their mechanical limits. The result was increased vibration, reduced clamping stability, and lower process efficiency, indicating a need to redesign ultrasonic welding systems.
Direct-press ultrasonic welder and tool redesign
To address these challenges, Emerson engineers developed a direct-press ultrasonic welding system.
The GMX-20-DP welder uses a vertical actuator motion capable of applying greater clamping force than cantilevered actuator arms, up to 6100 N. The vertical actuator provides more controllable motion and increased downward pressure, eliminating the bending and vibration associated with cantilevered arms.
Engineers also redesigned the tooling for the GMX-20-DP in two key ways. Both the horn and anvil received specialized coatings to increase hardness and durability, and the weld surfaces of each component were given textured patterns to significantly improve holding force. The result is more consistent and repeatable welding of large cables compared with cantilever-style tooling.
The increased downward force of the GMX-20-DP, together with the reworked clamping surfaces on the horn and anvil, eliminates slippage caused by cantilevered actuators. Parts are held securely while delivering more efficient welding energy, providing the stability needed to successfully weld cable sections of 20, 30, 50, 60, 70, and 95 mm^2 as well as other large assemblies. The new approach also delivers a gentler, higher-quality, lower-stress weld, typically operating at 30% to 40% lower amplitude than prior ultrasonic methods used for EV battery cables.
The new tool design, combined with the direct-press vertical welding motion, also reduces rapid tool wear associated with cantilevered actuators. Reduced tool wear not only ensures more consistent tool performance but also significantly extends intervals between tool replacements.
Overall, the improvements achieved by the GMX-20-DP for large-cable metal welding are the result of the combined effects of unique tool geometry, enhanced direct-press downward force, and a more controllable welding process compared with earlier cantilevered actuator technology.
How ultrasonic metal welding works
Ultrasonic welding applies high-frequency vibration to two metal components tightly clamped between an upper ultrasonic horn (sonotrode) and a lower anvil. One component is placed on the fixed lower anvil and held in place by the texture on the tool surface. The actuator lowers the horn to bring the metal components together under a specified pressure, and vibration is then applied. Welding occurs as the horn oscillates horizontally against the fixed anvil, initially wiping away surface oxides and other contaminants. Continued oscillation generates heat that bonds the cleaned mating surfaces.
The heat produced by the oscillation is typically about one-third to one-half of the material melting point. This allows materials to be joined into a strong bond without melting, burning through thin layers, or forming undesired intermetallic compounds that can reduce joint quality. Unlike melting-based processes, ultrasonic welding works by disrupting surface asperities and enabling atomic diffusion; when vibration stops, the surfaces consolidate into a fine-grained structure. This process occurs within fractions of a second and yields a bond with a microstructure similar to cold-worked metal.
Ultrasonic welders are also versatile: they can operate gently enough to join multiple thin, fragile metal foils, or with different settings they can produce strong bonds between large metal parts and conductors.
Ultrasonic metal welding and joining: process benefits
- Suitable for a wide range of non-ferrous metals, from thin foils to large conductors
- Creates permanent metallurgical bonds between different metals
- No melting required—material chemistry and metallurgical properties are preserved
- Effective for joining high-conductivity alloys regardless of material reactivity
- No formation of intermetallic compounds, particulates, or corrosion-prone reactions
- Joins with maximum conductivity and minimal contact resistance
- Multiple control methods enable process customization, repeatability, and statistical process control
- Low energy consumption—approximately 30 times less energy than fusion or resistance welding—and no consumables
- Lowest total cost per weld among welding technologies
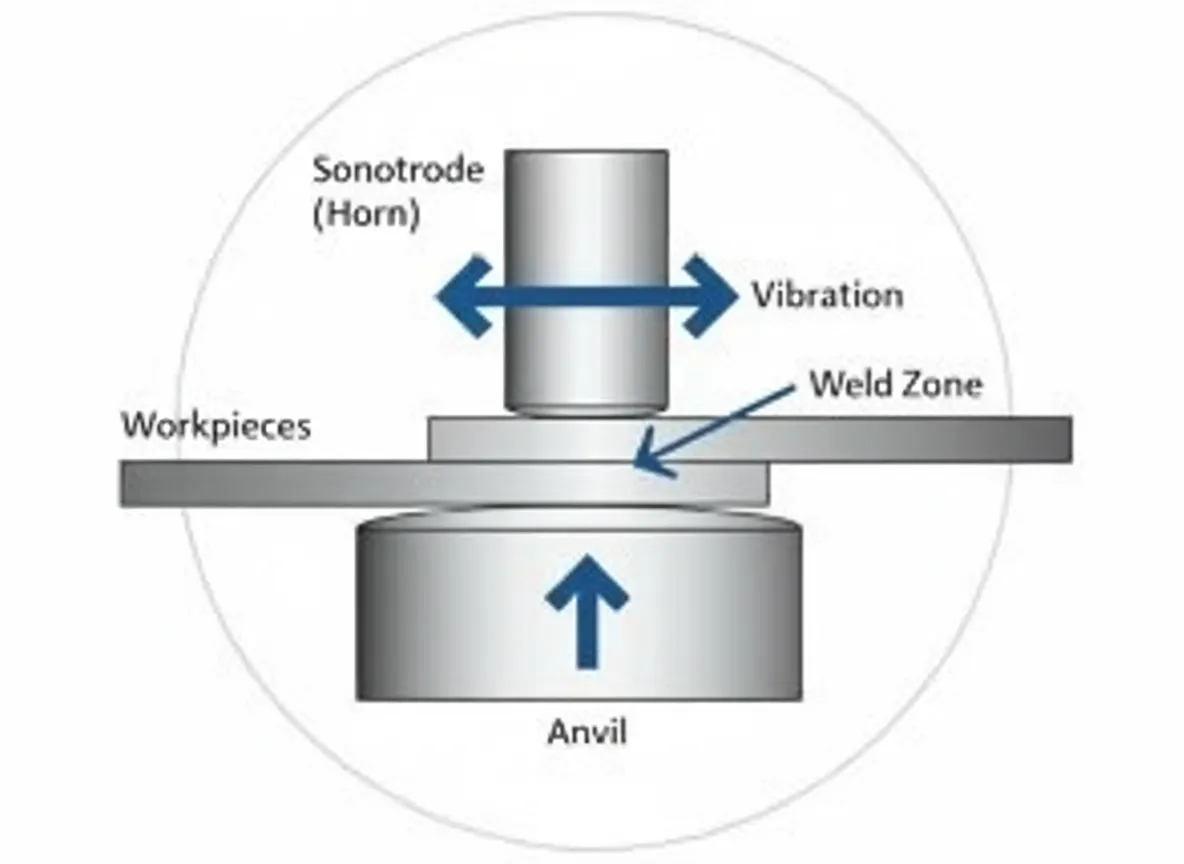
Figure: Schematic of the ultrasonic metal welding process