Introduction
In advanced packaging applications, wire bonding remains a critical interconnection method for high-reliability electronics. ENEPIG, or Electroless Nickel Electroless Palladium Immersion Gold, stands out as a premium surface finish that enhances wire bonding performance. This finish addresses limitations of traditional options like ENIG by providing robust compatibility with both gold and aluminum wires. Engineers designing for demanding environments, such as automotive, aerospace, and high-frequency RF modules, increasingly select ENEPIG for its consistent bond integrity. The following sections explore the technical foundations, processes, and practical benefits of ENEPIG in wire bonding.
What Is ENEPIG and Why It Excels in Wire Bonding
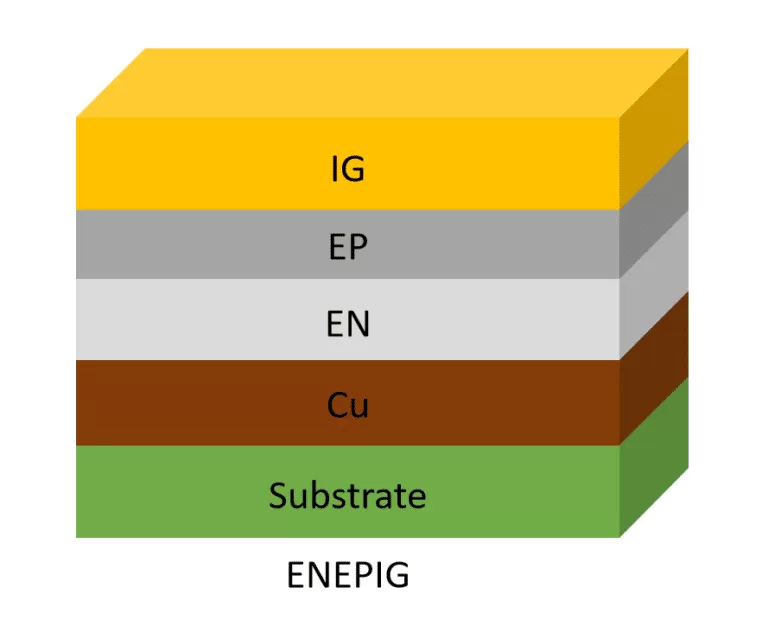
ENEPIG consists of three precisely controlled layers: a thick electroless nickel underlayer, a thin electroless palladium barrier, and a top immersion gold cap. The nickel provides a stable diffusion barrier, while the palladium prevents oxidation and intermetallic formation issues common in other finishes. This multilayer structure ensures long shelf life and multiple reflow compatibility, making it ideal for complex assembly flows in advanced packaging. Unlike ENIG, which struggles with aluminum wire bonding due to nickel corrosion risks, ENEPIG supports both gold ball and aluminum wedge bonding reliably. Its versatility stems from the palladium layer, which maintains surface planarity and bondability even after thermal stress.
The relevance of ENEPIG grows with the shift to finer pitches and heterogeneous integration in packages like SiP and fan-out. It meets the demands of high I/O counts where wire bond reliability directly impacts yield and longevity. Standards like IPC-4556 outline the thickness requirements for these layers to ensure performance in wire bonding applications. This specification emphasizes uniformity for soldering, wire bonding, and contact finishes, guiding fabricators toward consistent quality.
Technical Principles of ENEPIG Wire Bonding
The ENEPIG bonding process leverages ultrasonic energy and thermosonic methods tailored to wire type. For gold wire bonding, the process forms a free air ball (FAB) via electric flame-off, followed by ultrasonic compression onto the ENEPIG pad. The thin gold layer dissolves rapidly, exposing the soft palladium for optimal intermetallic formation with gold, yielding high shear strength. Aluminum wire bonding uses wedge compression, where the palladium barrier resists aluminum diffusion, preventing brittle phases. These mechanisms reduce stress concentrations at the bond interface, enhancing fatigue resistance under thermal cycling.
ENEPIG wire bonding strength benefits from the palladium's low hardness, which accommodates deformation without cracking. Studies confirm superior pull and shear forces compared to ENIG, particularly for thin wires under 25 microns. The nickel layer's phosphorus content, typically mid-range, further stabilizes the stack against electromigration. In advanced packaging, this translates to reliable bonds in stacked die configurations.
ENEPIG Gold Wire Bonding: Process and Performance
Gold wire bonding on ENEPIG follows standard thermosonic parameters, with capillary force around 20-50 grams and ultrasonic power adjusted for pad size. The immersion gold ensures clean FAB smashing, while palladium promotes stable Au-Al or Au-Pd intermetallics without excessive growth. ENEPIG gold wire bonding excels in high-speed bonding, maintaining heel crack resistance even at elevated temperatures up to 175 degrees Celsius. This finish avoids the gold embrittlement seen in thicker Au layers of other finishes, preserving ductility over time.
Engineers appreciate ENEPIG's consistency across bond pads of varying geometries. The electroless palladium layer self-limits thickness, providing uniform coverage on fine-pitch traces down to 40 microns. IPC-4556 specifies minimum palladium thicknesses to guarantee this performance for gold wire bonding strength. Long-term reliability tests show minimal degradation after 1000 hours of high-temperature storage.
ENEPIG Aluminum Wire Bonding: Unique Capabilities
ENEPIG aluminum wire bonding addresses a key gap in ENIG, where nickel phosphide exposure leads to weak adhesion and purple plague formation. The palladium acts as a protective cap, enabling ultrasonic wedge bonding with bond strengths comparable to soft gold. Aluminum diffusion is controlled, forming ductile Al-Pd phases that withstand mechanical shock. This makes ENEPIG suitable for cost-sensitive power devices and legacy hybrid assemblies.
Process optimization involves lower ultrasonic energy to avoid cratering on the softer Pd surface. ENEPIG aluminum wire bonding supports wires from 75 to 500 microns, with loop heights minimized for compact packaging. Failure rates drop significantly due to the barrier properties, ideal for automotive qualified modules.
Wire Bonding Failure Analysis for ENEPIG
Wire bonding failure analysis ENEPIG reveals fewer defects than alternatives, primarily non-stick, cratering, or bond lift-off. Cross-sectioning via FIB-SEM exposes intermetallic voids, often linked to excessive ultrasonic energy or contaminated surfaces. ENEPIG mitigates Kirkendall voiding by limiting gold thickness, as the Pd barrier slows Ni-Au reactions. Black pad syndrome, a Ni corrosion issue in ENIG, is virtually eliminated, ensuring consistent ENEPIG bonding process outcomes.
Common root causes include plating thickness variations or plasma cleaning oversights. Shear testing per industry methods quantifies strength, with ENEPIG bonds exceeding minimums post-aging. Engineers use ball shear mapping to identify process windows, confirming Pd purity impacts hardness and deformability. Proactive analysis involves XRF thickness profiling to verify IPC-4556 compliance before bonding.
In troubleshooting, acoustic microscopy detects delaminations early. ENEPIG's robustness reduces field failures in vibration-prone applications.
Best Practices for ENEPIG Wire Bonding in Production
Select ENEPIG for assemblies requiring dual wire types or flip-chip plus wire bond hybrids. Verify plating via cross-section every lot, targeting nickel 3 to 6 microns, palladium 0.05 to 0.2 microns, and gold 0.03 to 0.05 microns. Implement plasma cleaning with Ar/O2 mix for 30-60 seconds to remove organics without Pd erosion. Optimize bonder parameters iteratively: start with 150-200 mW ultrasonic for gold, 100-150 mW for aluminum.
Store panels in dry nitrogen cabinets to preserve shelf life beyond 12 months. Qualify via thermal cycle testing from -55 to 125 degrees Celsius, monitoring 1000 cycles minimum. Integrate J-STD-001 process controls for cleanliness verification post-bond. These steps maximize ENEPIG wire bonding strength and yield.
For high-volume, qualify multiple vendors against IPC-4556 to ensure Pd chemistry consistency. Monitor bond pull data statistically, aiming for Cpk > 1.33.
Conclusion
ENEPIG delivers superior wire bonding for advanced packaging through its engineered multilayer design. It excels in ENEPIG gold wire bonding and ENEPIG aluminum wire bonding, offering unmatched versatility and reliability. The ENEPIG bonding process simplifies assembly while minimizing failures identified in wire bonding failure analysis ENEPIG. By adhering to standards like IPC-4556, engineers achieve robust performance in demanding applications. Adopting ENEPIG positions designs for future scalability in heterogeneous integration.
FAQs
Q1: What factors contribute to ENEPIG wire bonding strength?
A1: ENEPIG wire bonding strength arises from the palladium barrier's role in forming stable intermetallics and preventing oxidation. The thin gold cap ensures rapid dissolution for intimate contact, while nickel provides mechanical support. Proper ultrasonic parameters and surface cleanliness further enhance pull and shear values. This combination outperforms ENIG in thermal stress tests, supporting fine wires reliably.
Q2: How does ENEPIG aluminum wire bonding differ from gold?
A2: ENEPIG aluminum wire bonding uses wedge compression with lower energy to match the softer interface, avoiding cratering. Gold employs ball bonding with thermosonic FAB formation for higher throughput. Both leverage Pd for adhesion, but aluminum requires careful loop control to prevent sagging. ENEPIG enables this dual compatibility absent in many finishes.
Q3: What are common issues in ENEPIG bonding process?
A3: ENEPIG bonding process issues include thickness non-uniformity or over-etching during cleaning, leading to weak bonds. Verify via XRF and SEM cross-sections. Adjust plasma duration to balance activation and Pd preservation. Standards guide parameter windows for consistent results.
Q4: How does wire bonding failure analysis ENEPIG improve yields?
A4: Wire bonding failure analysis ENEPIG focuses on intermetallic growth and void detection via SEM/FIB, identifying plating defects early. Statistical shear mapping pinpoints process drifts. This proactive approach, aligned with IPC-4556, boosts first-pass yields above 99% in qualified lines.
References
[1] IPC-4556 - Specification for Electroless Nickel/Electroless Palladium/Immersion Gold (ENEPIG) Surface Finish.
[2] IPC-4556 ENEPIG Complete Guide.
[3] IPC-4556 - Specification for Electroless Nickel/Electroless Palladium/Immersion Gold (ENEPIG) Surface Finish. IPC.
[4] IPC J-STD-001 - Requirements for Soldered Electrical and Electronic Assemblies. IPC.