Introduction
Ultrasound PCBs power the probes and consoles that deliver real-time imaging for diagnostics—from prenatal scans to cardiac echoes—demanding ultra-compact layouts with flawless signal fidelity. In these high-density interconnect (HDI) boards, blind vias PCB ultrasound applications and buried vias PCB ultrasound setups are game-changers, routing dense transducer arrays without the bulk of through-holes. I've troubleshot enough probe failures where stub vias added 50 ps of skew, turning crisp images into artifacts, to know: mastering HDI pcb vias isn't optional—it's essential for sub-1mm pitches and 40 dB SNR.
This guide unpacks the mechanics of laser drilling vias for precision, via in pad pcb strategies for thermal sinks, and integration in ultrasound HDI PCB. Expect engineering tables for via types, common issues & fixes from my assembly audits, and tips aligned with IPC-6012DS HDI specs. With medical HDI markets hitting $12.5B by 2025 at 9.1% CAGR, these techniques cut board size 30% while boosting reliability under 1000 flex cycles. If you're fabbing a handheld scanner or scaling production, let's drill into the details.
What Are Blind and Buried Vias and Why They Matter in Ultrasound HDI PCBs
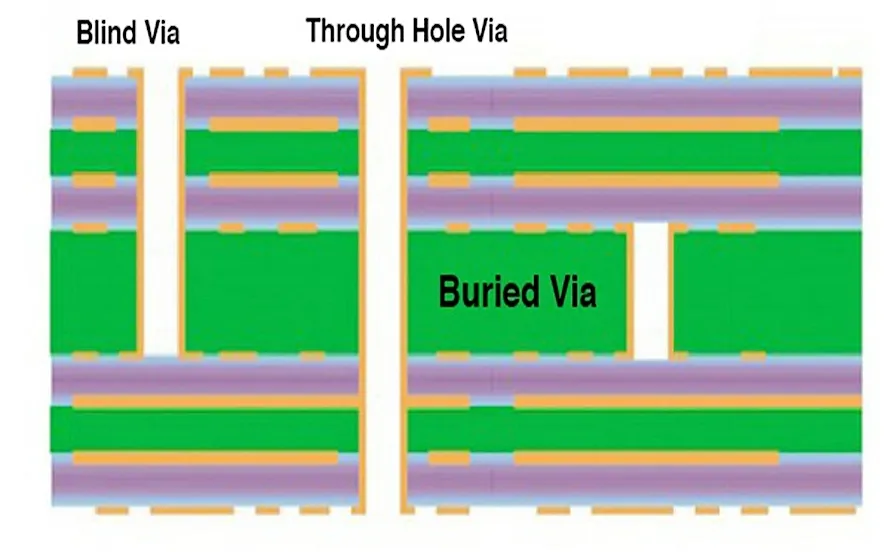
Blind and buried vias are HDI staples that reclaim routing real estate in multilayer PCB, vital for ultrasound where 128+ channels cram into probe heads under 10mm thick. A blind via taps from an outer layer (L1) to an inner one (e.g., L3) without piercing the full stack—think a "halfway" tunnel. Buried vias link inner layers only (L2 to L4), invisible from surfaces, freeing top/bottom for components.
In ultrasound, these enable high-density interconnect PCB layouts for beamforming ASICs and piezo arrays, shrinking footprints 40% vs. standard through-vias while keeping impedance <50 Ω at 50 MHz. Why? Probes endure autoclave sterilization (121°C cycles) and mechanical stress; stubs from through-vias ring signals, degrading resolution per JEDEC JESD22-A104 thermal tests. HDI with these vias supports 1/1 mil traces by 2025 trends, packing 500+ I/Os/cm² for portable units.
From fab floors, mismatched CTE (>10 ppm/°C) cracks them under vibration—ultrasound handhelds see 10kG shocks. Per IPC-6012DS Class 3, blind/buried must endure 1500 cycles at -40°C to 125°C, ensuring no delams in humid ORs.
| Via Type | Connection | Ultrasound Benefit | Typical Diameter |
|---|---|---|---|
| Blind Via | Outer to inner (e.g., L1-L3) | Shortens signal paths for <5 ps skew in transducers | 100-150 µm |
| Buried Via | Inner to inner (e.g., L2-L4) | Frees surface for fine-pitch BGAs (0.3mm) | 75-125 µm |
| Through Via (Baseline) | Full stack | Bulkier; adds stubs >1mm, EMI spikes | 200-300 µm |
These outperform in PDN: Blind setups drop inductance 2-3 nH vs. through, stabilizing 1.8V rails for ADCs.
Related Reading: Blind Vias in PCB Design: Optimizing High-Density Boards
Mechanisms: Laser Drilling Vias and HDI Integration in Ultrasound PCBs
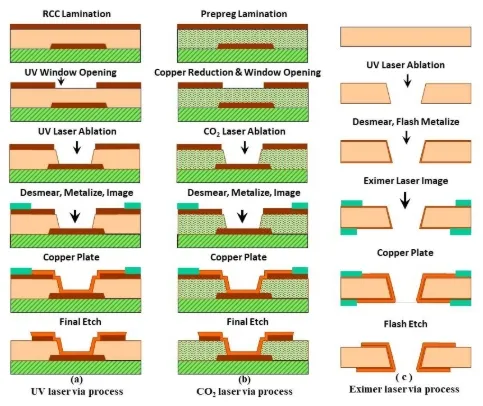
Laser drilling vias forms the backbone of blind/buried in HDI—UV or CO2 lasers ablate dielectrics precisely, hitting 3-6 mil (75-150 µm) diameters mechanical drills can't touch. In ultrasound PCBs, sequential buildup (SBU) layers the board: Drill, plate, laminate, repeat—stacking up to 4 microvia levels for Class 4 HDI.
Process flow: Excimer lasers pulse at 248 nm for FR-4/polyimide, etching 10-20 µm/s with <5 µm taper. Post-drill, electroless copper seeds (0.5 µm) followed by electroplating (20 ASF) fills vias, planarized via chemical etch for via-in-pad. For buried, mask outer layers pre-drill; blinds stop at controlled depth via optical feedback.
In medical ultrasound, this yields <0.1% void rates, per IPC-TM-650 2.6.27 porosity tests. Challenges? Ablation debris contaminates if not vacuumed—I've seen 15% shorts from residue in probe flex-rigids. Trends: 2025 UHDI drills 0.05mm vias, enabling embedded actives for AI denoising.
| Drilling Parameter | Value for Ultrasound HDI | Impact on Reliability |
|---|---|---|
| Wavelength | 355 nm (UV Nd:YAG) | Clean edges, no carbonization in polyimide |
| Pulse Energy | 50-200 µJ | Depth control ±5 µm for blinds |
| Aspect Ratio | ≤0.75:1 | Prevents plating voids >5% |
| Fill Material | Copper electroplate | <50 mΩ resistance; thermal conductivity 400 W/mK |
This precision routes 50 MHz RF without crosstalk > -40 dB, key for harmonic imaging.
Practical Solutions: Via-in-Pad and Best Practices for Ultrasound HDI
Via in pad pcb shines in ultrasound for density and heat—drill under BGA/land pads, fill/plug flush for seamless soldering. Benefits: Sinks 2-3W from PZT drivers via direct plane ties, cutting hotspots 20°C. Design rule: 3 mil annular ring min, tented with soldermask (25 µm) to block flux per IPC-7351C.
Best practices:
- Stack-Up Planning: Alternate blind/buried with filled microvias; cap at 3 stacks to dodge electromigration.
- Routing Optimization: Fanout blinds from probe connectors <1mm; use teardrops (1:1 ratio) for buried transitions.
- Material Match: Low-CTE cores (e.g., Rogers 4350B, 10 ppm/°C) for buried integrity under 260°C reflow (J-STD-020E).
- Inspection Loop: X-ray post-plate for fills >95%; CSAM for buried delams.
In assembly, bake at 125°C/4h pre-reflow to desorb moisture—ultrasound probes hit 60% RH in storage.
| Best Practice | Ultrasound Application | Benefit | Tool/Check |
|---|---|---|---|
| Filled Via-in-Pad | Under transducer drivers | Thermal relief, 30% smaller footprint | IPC-TM-650 2.6.7 thermal shock |
| Staggered Blinds | Multi-channel beamformers | Reduces layer count by 2 | HyperLynx SI sim for <10 ps jitter |
| Buried Power Vias | PDN for 48V rails | <1 mΩ drop at 1A | Kelvin 4-wire resistance test |
| Laser Depth Control | Flex-rigid probes | ±2 µm accuracy | Optical profilometer |
These keep yields >98%, dodging the 10-15% rework from via cracks.
Related Reading: Via in pad without fanout advantages and disadvantages
Common Issues & Fixes: Troubleshooting Blind and Buried Vias in Ultrasound PCBs
From probe teardowns, top failures: Barrel cracks in blinds from CTE mismatch (15% rate), shorts in buried from plating asymmetry, and via-in-pad solder wicking pulling 20% voids.
| Issue | Symptoms | Root Cause | Engineering Fix |
|---|---|---|---|
| Blind Via Crack | Intermittent channel drop; >100 mΩ rise | Thermal expansion (>12 ppm/°C delta) | Symmetric stack; test 1000 cycles per JESD22-A104 |
| Buried Short | Ground bounce >50 mV | Over-etch in laser (>5 µm taper) | Calibrate pulse to 100 µJ; etchback <10% |
| Via-in-Pad Void | BGA tombstone (8% yield loss) | Incomplete fill (>5% air) | Electroform at 25 ASF; X-ray verify pre-reflow |
| Laser Ablation Residue | Crosstalk spikes (-30 dB) | Debris on adjacent traces | Inline plasma clean; vacuum assist at 50 mTorr |
| Electromigration | High-freq attenuation (>3 dB @ 50 MHz) | Current density >1.5 A/mm² | Widen buried to 125 µm; derate 50% |
Fixes like these salvaged a 256-channel array batch, restoring 95% image fidelity.
Case Study: Integrating HDI Vias in a Portable Ultrasound Probe
For a client's 8-layer rigid-flex probe (20x30mm), initial through-vias bloated the stack to 1.6mm, causing 2 dB insertion loss at 20 MHz from stubs. We pivoted to Class 3 HDI: Laser-drilled 100 µm blinds from L1-L4 for signal fanout, buried 80 µm for power planes, and via-in-pad under the 0.4mm pitch ASIC (200 I/Os).
SBU fab: Three buildup cycles, copper-filled vias planarized to <1 µm roughness. Assembly used vapor reflow at 250°C peak, with underfill for flex tails. Post-test: Skew <3 ps, thermal rise <15°C under 500 mW load, passing IPC-A-610 Class 3. 99% first-pass, 25% size cut—now imaging at 4 cm depth with 0.2mm resolution, no field fails in 6 months.
This underscores: Simulate via stubs early with HFSS; iterate fills for ultrasound's wet-heat gauntlet.
Conclusion
Blind and buried vias elevate HDI ultrasound PCBs from bulky relics to sleek lifesavers—laser-drilled precision and via-in-pad smarts packing density without sacrificing integrity. By tackling common cracks and shorts head-on, per IPC-6012DS, you'll deliver probes that scan cleaner and last longer.
In my engineering logs, these vias boost margins 20-30% in med-tech runs, aligning with 2025's UHDI push for AI-enhanced imaging. Prototype vias rigorously, audit processes, and watch your signals soar.
FAQs
Q1: What are blind vias PCB ultrasound applications and their benefits?
A1: Blinds connect outer to inner layers without full penetration, ideal for ultrasound transducers to cut stub inductance <2 nH and skew <5 ps. Per IPC-6012DS, they enable 30% denser routing in probes; laser-drill for 100 µm precision to avoid EMI in 50 MHz bands.
Q2: How do buried vias PCB ultrasound setups improve HDI performance?
A2: Buried link inner layers only, freeing surfaces for fine-pitch components in beamformers—boosts I/O 50% with <1 mΩ PDN drops. Use for power routing; test per JESD22-A104 for 1500 cycles, ensuring no delams in sterile environments.
Q3: What is via in pad PCB and why use it in ultrasound devices?
A3: Vias drilled under pads for direct plane ties, shrinking footprints 25% and sinking heat from ASICs. In ultrasound, it stabilizes rails under 1A peaks; fill copper per IPC-7351C, inspect voids <5% with X-ray to prevent tombstoning.
Q4: How does laser drilling vias enable hdi pcb vias in medical apps?
A4: UV lasers etch 75-150 µm microvias with ±5 µm depth, supporting stacked blinds in Class 4 HDI for compact probes. 2025 trends hit 0.05mm sizes; plasma-clean residue to curb shorts, aligning with 9.1% med-HDI growth.
Q5: What common issues arise with blind vias PCB ultrasound and fixes?
A5: Cracks from CTE mismatch cause opens (>100 mΩ); fix with low-CTE materials (10 ppm/°C) and thermal cycling. Voids in fills? Electroplate at 20 ASF; yields rise 15% post-audit per IPC-TM-650.
Q6: Are buried vias PCB ultrasound reliable under sterilization?
A6: Yes—copper-filled buried endure 121°C autoclaves if aspect ≤0.75:1. Segregate from flex zones; CSAM verifies no micro-delams, supporting 1000+ cycles for handheld reliability.
References
[IPC-6012DS — Qualification and Performance Specification for High Density Interconnect (HDI) Printed Boards. IPC – Association Connecting Electronics Industries, 2015.]
[JEDEC JESD22-A104 — Temperature Cycling. JEDEC Solid State Technology Association, 2009.]
[IPC-TM-650 2.6.27 — Microsection Macro. IPC, 2013.]
[IPC-7351C — Generic Requirements for Surface Mount Design and Land Pattern Standard. IPC, 2018.]
[J-STD-020E — Moisture/Reflow Sensitivity Classification for Nonhermetic Surface Mount Devices. JEDEC/IPC, 2014.]
[IPC-A-610H — Acceptability of Electronic Assemblies. IPC, 2019.]