Introduction
Copper-clad laminate forms the foundational substrate in printed circuit board production, serving as the insulating core clad with thin copper foil on one or both sides. This material directly influences PCB cost by providing a balance between performance requirements and manufacturing expenses. Electrical engineers often prioritize copper-clad laminate selections during design phases to optimize budgets without compromising reliability. Common variants like FR-4 and CEM-1 offer versatile options for various applications, from consumer electronics to industrial controls. Understanding these materials helps teams achieve significant savings in high-volume production runs. Factory processes emphasize standardized quality to ensure consistency across batches.
What Is Copper-Clad Laminate?
Copper-clad laminate consists of a reinforcing base material impregnated with resin, bonded under heat and pressure, and overlaid with electrodeposited or rolled copper foil. The base materials vary, with glass fabric reinforced epoxy resins defining FR-4, the most widely used type for its flame-retardant properties and mechanical stability. CEM-1 employs a composite structure of paper and woven glass fabric with epoxy resin, making it suitable for simpler board designs. Phenolic resin-based laminates, often on paper substrates, provide basic insulation for low-cost, single-sided boards. These compositions determine the laminate's suitability for drilling, plating, and soldering operations in PCB fabrication. Engineers classify them by NEMA grades, such as FR-4 or CEM-1, to match application needs precisely.
The distinction between rigid and flexible copper-clad laminates arises from base material choices, though rigid types dominate cost-sensitive production. FR-4's woven glass reinforcement enhances dimensional stability compared to paper-based alternatives. CEM-1 combines cost advantages with adequate punchability for through-hole components. Phenolic resins excel in environments with minimal thermal stress, keeping overall PCB cost low. Selection hinges on layer count and end-use demands during the quoting stage.
Why Copper-Clad Laminate Matters for PCB Cost Control
In PCB production, material expenses account for a substantial portion of total PCB cost, often 30 to 50 percent depending on complexity. Copper-clad laminates like CEM-1 and phenolic resin types reduce this burden compared to high-performance alternatives, enabling economical single- and double-sided boards. FR-4 strikes a versatile balance, supporting multilayer designs without excessive premiums. Factory insights reveal that switching to phenolic paper laminates for non-critical applications can yield savings in raw material procurement. Engineers benefit from these options in prototyping and scaling, as lower-cost laminates streamline inventory management. Overall, strategic material choices align with budget constraints while maintaining assembly yields.
Volume production amplifies cost benefits, as bulk purchasing of standard copper-clad laminates minimizes per-unit expenses. CEM-1's paper core lowers density and weight, aiding shipping logistics. FR-4's prevalence ensures supplier availability, avoiding lead-time delays that inflate indirect costs. Phenolic resins require simpler curing processes, reducing energy consumption in lamination presses. These factors collectively optimize PCB cost for electrical engineers focused on value engineering.
Technical Composition and Properties of Key Copper-Clad Laminates
FR-4 derives from flame-retardant epoxy resin reinforced by continuous filament glass fabric, providing high peel strength and resistance to delamination. Its brominated structure meets V-0 flammability ratings, essential for populated boards. CEM-1 integrates bleached kraft paper with non-woven glass mat and epoxy, offering improved flatness over pure paper bases. Phenolic resin laminates use cotton paper or wood pulp saturated with resol or novolac phenols, suited for punching and shearing. Copper foil weights, typically 1 oz per square foot, bond via adhesive or direct resin flow during high-pressure lamination. These properties ensure reliable signal integrity and mechanical integrity in final PCBs.
Thermal and electrical characteristics vary systematically. FR-4 exhibits balanced coefficient of thermal expansion matching copper, minimizing warpage in multilayer stacks. CEM-1 provides sufficient dielectric strength for low-voltage circuits, with cost savings from reduced glass content. Phenolic types prioritize insulation resistance in humid conditions, though they demand careful handling to avoid moisture absorption. IPC-4101 specifications outline qualification requirements for these materials, including thickness tolerances and copper-to-resin adhesion tests. Engineers rely on these benchmarks to predict field performance.
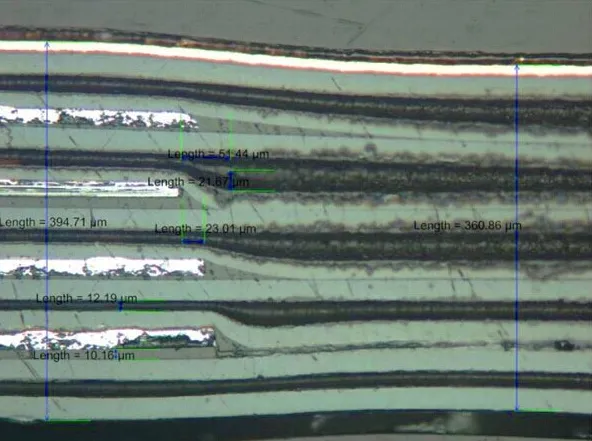
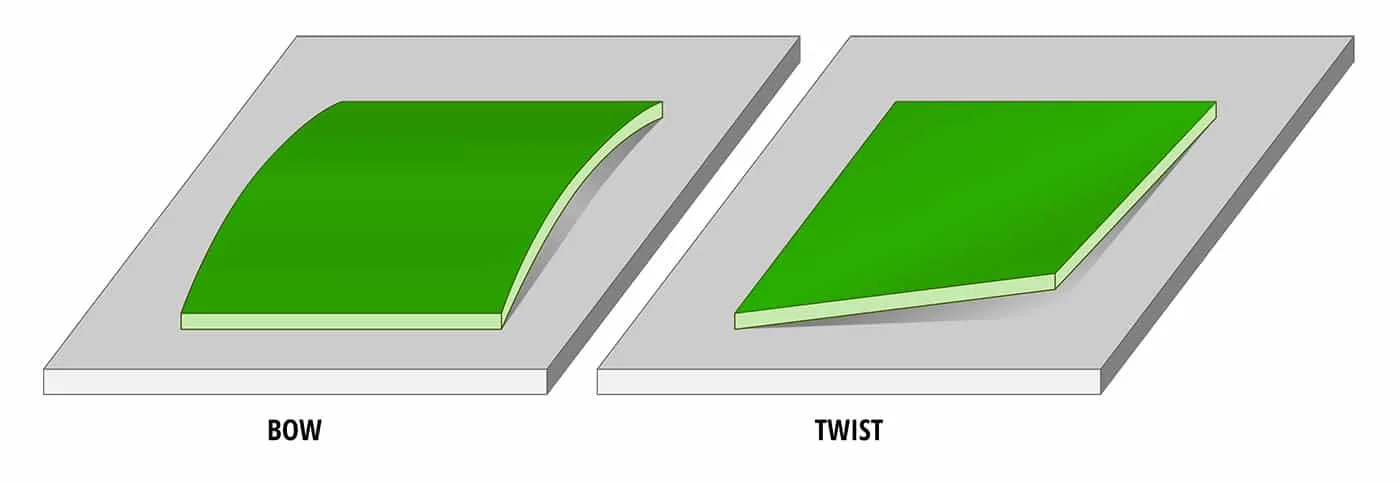
Dimensional stability influences routing and drilling precision. FR-4's glass weave pattern controls Z-axis expansion during reflow soldering. CEM-1's hybrid construction resists bowing better than phenolic alone. Factory lamination cycles, controlled per IPC-TM-650 methods, verify compliance through peel and solder float tests. These mechanisms underpin cost-effective scalability.
Manufacturing Processes for Cost-Effective Copper-Clad Laminates
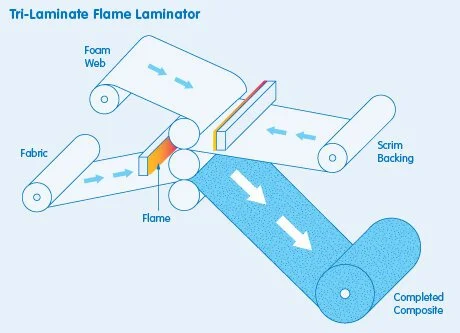
Production begins with resin impregnation of base fabrics, forming B-stage prepregs dried to precise tackiness. Multiple prepreg plies stack with copper foil in a vacuum-assisted hot press, curing at controlled ramps to avoid voids. FR-4 requires higher pressures for full epoxy cross-linking, while CEM-1 processes tolerate wider windows for throughput gains. Phenolic laminates cure faster, accelerating cycle times and lowering equipment costs. Post-lamination, black oxide or alternative treatments enhance drillability and plating adhesion. These steps directly impact PCB manufacturing cost through yield rates and scrap minimization.
Quality control integrates inline inspections for thickness uniformity and visual defects. IPC-4101 slash sheets, such as /99 for FR-4, dictate resin content and Tg minimums without specific values. CEM-1 production emphasizes flat panel handling to prevent handling-induced warpage. Phenolic boards undergo edge trimming to spec before panelization. Engineers appreciate standardized flows that predict variability in downstream etching and imaging.
Best Practices for Selecting Copper-Clad Laminates
Evaluate application voltage, operating temperature, and layer count first to match laminate grade. For cost-sensitive single-sided boards, phenolic resin or CEM-1 suffices, reserving FR-4 for double-sides with vias. Conduct design reviews incorporating CTE matching to avoid reliability failures. Specify copper weight based on current density, opting for 1/2 oz foil in low-power designs to trim expenses. Collaborate with fabrication partners on panel utilization to maximize nesting efficiency. These practices sustain low PCB cost across prototypes to production.
Storage and handling protocols prevent moisture ingress, using sealed bags per J-STD-020 guidelines. Pre-bake schedules for FR-4 prepregs ensure void-free lamination. Test panels from incoming lots via IPC-TM-650 for peel strength. Document substitutions with risk assessments for volume shifts. Factory-driven selection yields consistent quality at optimized pricing.
Conclusion
Copper-clad laminate remains pivotal in managing PCB cost through diverse options like FR-4, CEM-1, and phenolic resin types. Electrical engineers gain from their tailored properties, enabling reliable designs at reduced expenses. Adhering to standards ensures manufacturability and performance. Strategic choices in material grade, process controls, and qualification testing deliver value in competitive markets. Future trends may refine these bases for sustainability, but core principles endure. Prioritizing these elements supports efficient PCB production workflows.
FAQs
Q1: What role does FR-4 play in controlling PCB cost compared to advanced laminates?
A1: FR-4 copper-clad laminate offers a cost-effective standard for most multilayer PCBs, balancing thermal stability and mechanical strength without premiums of high-frequency materials. It reduces overall PCB cost through widespread availability and proven assembly compatibility. Engineers select it for applications under moderate thermal stress, achieving economies in medium volumes. Factory standards like IPC-4101 verify its suitability.
Q2: How does CEM-1 copper-clad laminate lower PCB cost for single-sided boards?
A2: CEM-1 uses a paper-glass composite with epoxy resin, providing punchability and flatness at lower material costs than FR-4. This makes it ideal for cost-sensitive consumer products with through-hole components. It maintains adequate insulation while simplifying fabrication flows. PCB cost savings stem from reduced raw material density and faster processing. Reliability holds for low-layer designs.
Q3: Why choose phenolic resin in copper-clad laminate for budget applications?
A3: Phenolic resin on paper bases delivers basic dielectric properties economically, suiting non-critical, single-sided PCBs. It cuts PCB cost via inexpensive substrates and quick curing cycles. Suitable for humid environments with proper sealing, it avoids FR-4 expenses in volume runs. Engineers assess it against voltage needs for optimal selection. Standards guide qualification.
Q4: What factors influence copper-clad laminate selection to minimize PCB cost?
A4: Key factors include layer count, thermal demands, and current handling, with CEM-1 or phenolic suiting low-end needs over FR-4. Evaluate supplier consistency and test data per IPC guidelines. Optimize panel size and foil weight for yield. These align performance with budget in production planning.
References
IPC-4101E — Specification for Base Materials for Rigid and Multilayer Printed Boards. IPC, 2017
IPC-TM-650 — Test Methods Manual. IPC, 2020
J-STD-020E — Moisture/Reflow Sensitivity Classification for Nonhermetic Surface Mount Devices. JEDEC, 2014