Introduction
Printed circuit boards form the backbone of modern electronics, supporting everything from consumer devices to industrial systems. As environmental concerns grow, engineers focus on the full lifecycle impacts of PCB production. Material selection plays a pivotal role in determining the embodied energy, which represents the total energy consumed from raw material extraction through manufacturing. This article explores how choices in substrates, conductors, and finishes influence PCB material embodied energy. Understanding these factors enables electrical engineers to design boards that meet performance needs while minimizing environmental footprints. Factory-driven insights reveal that strategic material decisions align with sustainability goals without compromising reliability.
What Is Embodied Energy in PCBs and Why Does It Matter?
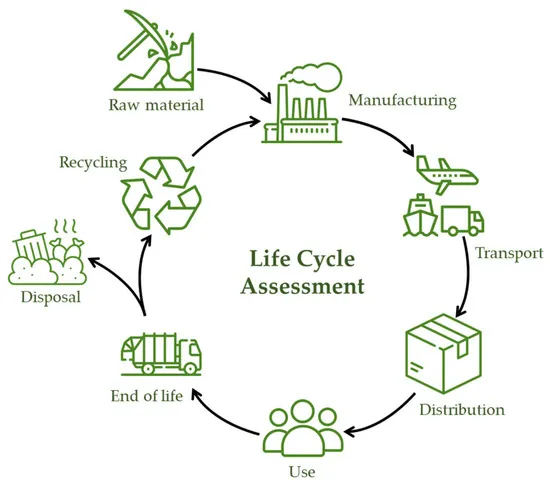
Embodied energy refers to the cumulative energy input required to produce a PCB, encompassing mining, refining, processing, and fabrication stages. It excludes operational energy during use but captures upstream activities like resin polymerization and copper smelting. For PCBs, the substrate often dominates this energy profile due to the complexity of composite materials. Lifecycle assessment PCB practices, guided by ISO 14040 principles, quantify these impacts to inform better choices. This metric matters because electronics manufacturing contributes significantly to global energy use and emissions. Engineers prioritizing reducing energy footprint PCB through material optimization support regulatory compliance and corporate sustainability targets.
High embodied energy materials increase production costs and strain resources, prompting a shift toward alternatives. In high-volume production, even small reductions per board scale to substantial savings. Standards like IPC-4101 ensure materials deliver required mechanical and thermal properties while allowing evaluation of energy implications. As supply chains face scrutiny, selecting lower-embodied-energy options enhances a product's marketability. Ultimately, this approach future-proofs designs against evolving environmental standards.
Key Components of Embodied Energy in PCB Materials
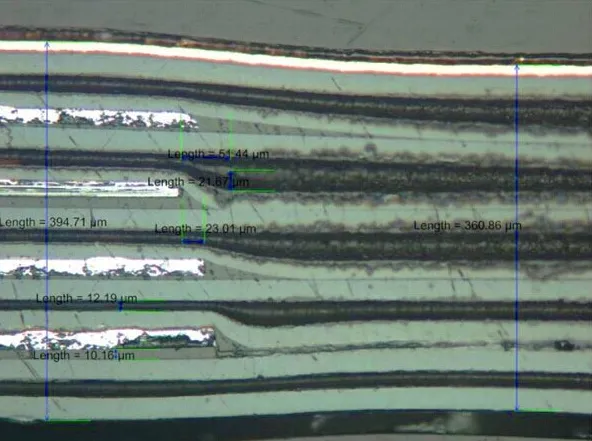
The substrate, typically a laminate of woven glass fabric impregnated with resin, accounts for a major portion of PCB material embodied energy. Epoxy resins in standard formulations require energy-intensive synthesis from petrochemical feedstocks, followed by curing processes that demand heat and pressure. Glass fiber production involves melting silica at high temperatures, adding to the overall input. Copper foil, electrodeposited for uniformity, contributes through electrolysis and rolling stages. Solder mask and surface finishes add layers, each with their processing demands. Engineers must balance these elements against electrical, thermal, and mechanical performance.
Conductor thickness influences energy, as thicker foils require more raw copper and extended deposition times. Thinner foils reduce material use but demand precise etching to avoid defects. Prepreg layers in multilayer boards multiply substrate energy, as additional sheets undergo lamination cycles. Factory processes like drilling and plating further embed energy, but material selection sets the baseline. Variations in resin types alter volatility; for instance, brominated flame retardants in traditional grades involve complex chemistry. Halogen-free variants shift to alternative retardants, potentially streamlining some synthesis steps.
How FR-4 Dominates and the Need for Alternatives
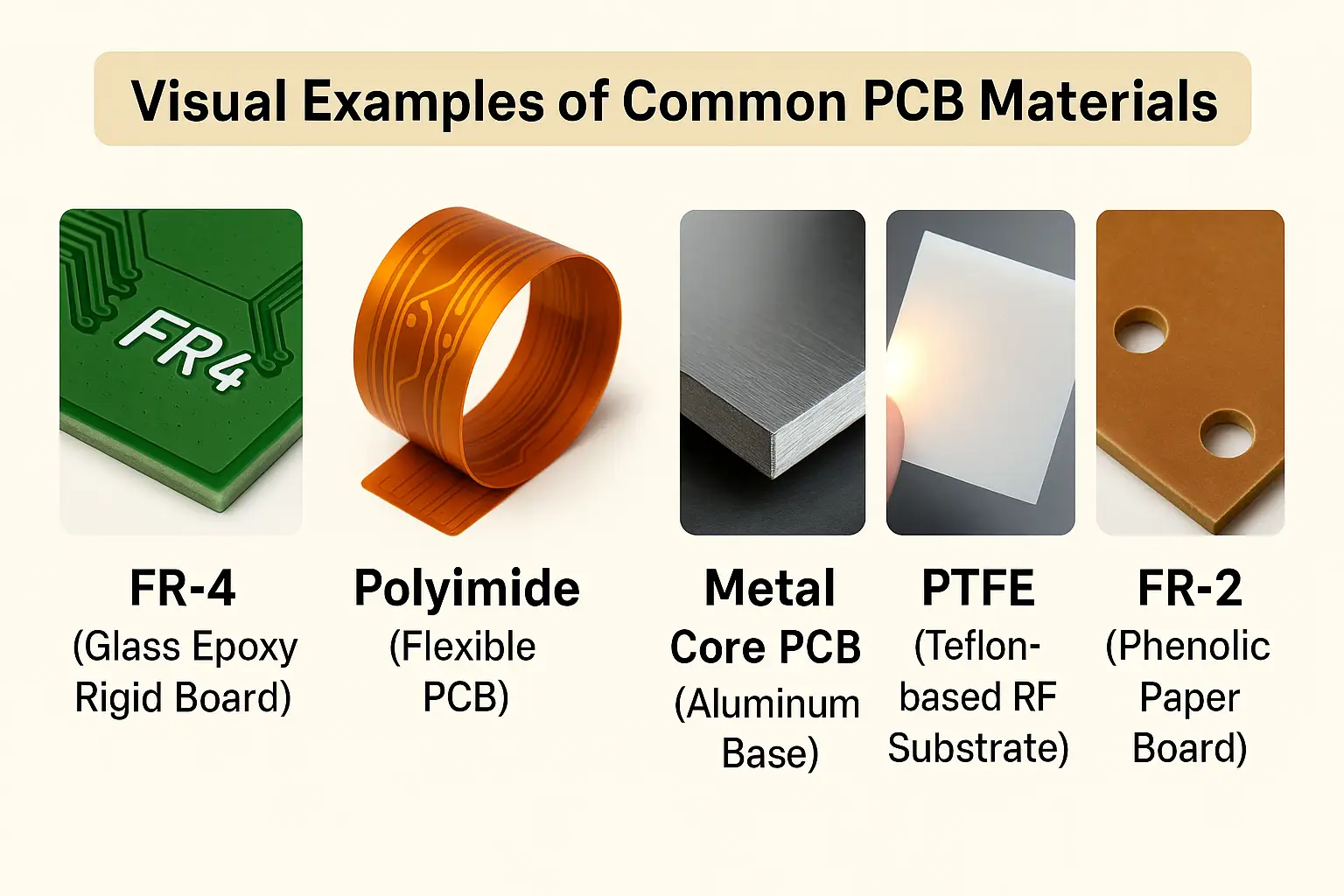
FR-4 remains the workhorse substrate for most PCBs, offering cost-effective insulation and rigidity per IPC-4101 specifications. Its fiberglass-epoxy composite excels in standard applications up to moderate temperatures and frequencies. However, the energy embodied in FR-4 arises from resin curing kilns and fiber weaving looms, processes repeated across layers. While reliable, its petroleum-based resin ties it to fossil fuel cycles, amplifying lifecycle assessment PCB concerns. Engineers encounter limitations in high-density interconnects or harsh environments, where warpage or delamination risks emerge.
FR-4 alternatives address these gaps while targeting sustainable materials PCB goals. High glass transition temperature (Tg) variants within FR-4 family use modified resins for better stability, potentially optimizing cure cycles for lower energy. Composite epoxy materials (CEM) employ paper or cotton fillers instead of glass, reducing fiber production demands in some grades. Polyimide substrates suit high-temperature needs, though their advanced polymerization steps demand careful evaluation. Ceramic-filled polymers offer thermal advantages for power electronics, dispersing heat without metal cores. Each option requires qualification under IPC-6012 to verify performance post-fabrication.
Selecting an FR-4 alternative involves trade-offs in cost, availability, and process compatibility. Factories validate these through thermal cycling and reliability tests, ensuring no degradation in field use. Bio-based resins, derived from renewable sources, emerge as promising for reducing energy footprint PCB by shortening feedstock chains. These materials maintain dielectric properties while aligning with circular economy principles. Engineers integrate them via iterative prototyping, focusing on impedance control and signal integrity.
Practical Strategies for Reducing Embodied Energy Through Material Selection
Start with a thorough lifecycle assessment PCB early in design to baseline current materials against alternatives. Specify substrates per IPC-4101 grades that match application needs, prioritizing those with efficient manufacturing profiles. Opt for thinner cores and reduced layer counts to minimize laminate volume. Electrodeposited copper with reverse treat surfaces enhances peel strength, allowing lighter foils without adhesion issues. Halogen-free solder masks cut extraction energy by avoiding mined halogens.
In procurement, request supplier data on material energy profiles, cross-referenced with ISO 14040 boundaries. Collaborate on panel utilization to cut waste, indirectly lowering per-board energy. For high-volume runs, explore recycled glass fiber prepregs, which reuse cullet to bypass melting stages. Validate FR-4 alternatives through accelerated aging per industry test methods, confirming Tg, CTE, and Z-axis stability. Factories implement design for manufacturability rules, like larger drill sizes, to ease energy-heavy steps.
Multilayer designs benefit from hybrid stacks, pairing FR-4 cores with high-performance outer layers only where needed. Surface finishes like organic solderability preservative reduce hot air solder leveling energy. Post-fabrication, enable disassembly for material recovery, extending LCA value. These practices yield boards with lower PCB material embodied energy without redesigns.
Insights from Factory Perspectives on Sustainable Transitions
In production environments, transitioning to sustainable materials PCB reveals process adjustments. Lamination presses for alternative resins may require profile tweaks to avoid voids, ensuring void-free bonds. Drilling rates differ with filler types, impacting tool life and energy. Etchants for thinner coppers demand precise chemistry control to prevent undercuts. Factories track yield data, as initial runs with FR-4 alternatives show learning curves before stabilizing.
Reliability validation under IPC-6012 confirms that energy-optimized materials withstand vibration, humidity, and thermal shock. Case insights highlight polyimide in aerospace, where weight savings offset higher upfront energy. Hybrid approaches, like FR-4 with embedded ceramic islands, target hotspots efficiently. Procurement teams audit supply chains for renewable content, fostering long-term reductions.
Conclusion
Material selection profoundly shapes the embodied energy of PCBs, from FR-4 baselines to innovative alternatives. By integrating lifecycle assessment PCB frameworks and standards like IPC-4101, engineers drive sustainable materials PCB adoption. Practical steps, including thinner stacks and halogen-free finishes, effectively reduce energy footprint PCB. Factory-aligned choices ensure performance parity with environmental gains. As industry evolves, prioritizing these factors positions designs for resilience and responsibility.
FAQs
Q1: What role does lifecycle assessment play in evaluating PCB material embodied energy?
A1: Lifecycle assessment PCB, per ISO 14040, maps energy from raw extraction to fabrication end. It identifies high-impact stages like resin curing, guiding material swaps. Engineers use it to compare FR-4 against alternatives, quantifying reductions without performance loss. This factory-driven tool supports data-backed decisions for sustainability.
Q2: How can FR-4 alternatives lower the energy footprint of PCBs?
A2: FR-4 alternatives like high-Tg laminates or CEM grades optimize resin and filler energy via efficient processing. They reduce PCB material embodied energy by minimizing petrochemical inputs or using recycled fibers. Qualification ensures thermal and mechanical equivalence. Factories validate through lamination trials for seamless integration.
Q3: What standards guide sustainable materials selection for PCBs?
A3: IPC-4101 specifies base materials, enabling choices that balance energy and reliability. ISO 14040 frames lifecycle assessment PCB for impact evaluation. These ensure reducing energy footprint PCB aligns with performance. Engineers reference them in specs for compliant, low-impact designs.
Q4: Why focus on substrate materials for PCB embodied energy reduction?
A4: Substrates dominate due to composite complexity, from glass melting to epoxy curing. Sustainable materials PCB here yield biggest gains. Alternatives streamline these steps while meeting IPC-6012 quals. This targets root causes effectively.
References
IPC-4101E — Specification for Base Materials for Rigid and Multilayer Printed Boards. IPC, 2017
IPC-6012E — Qualification and Performance Specification for Rigid Printed Boards. IPC, 2018
ISO 14040:2006 — Environmental management — Life cycle assessment — Principles and framework. ISO, 2006
ISO 14044:2006 — Environmental management — Life cycle assessment — Requirements and guidelines. ISO, 2006