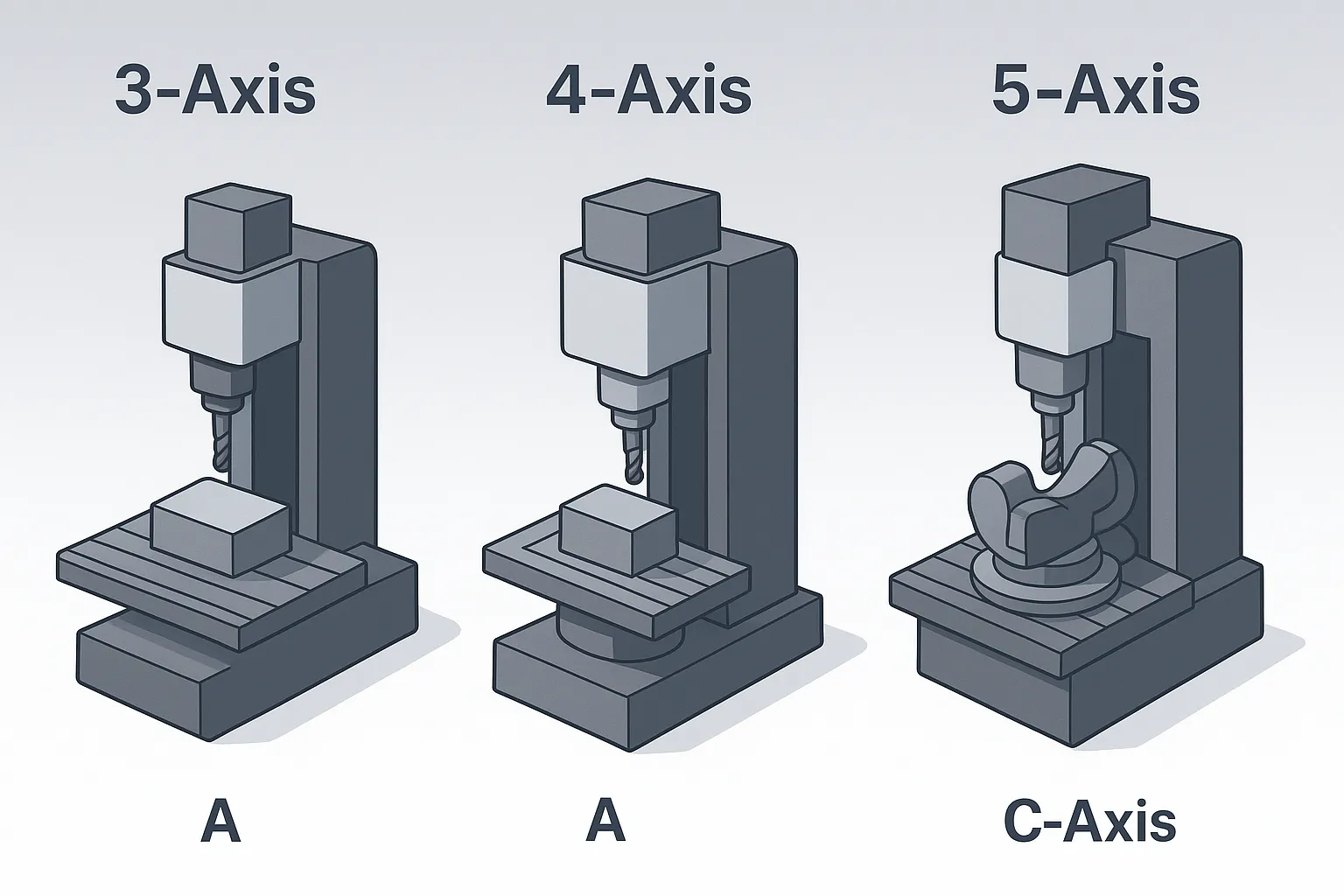
Where 3-Axis, 4-Axis, and 5-Axis Machining Deliver Best Results in Production
In the shop, we see engineers wrestle with this decision daily. 3-axis machining handles the bulk of straightforward work efficiently and at the lowest cost. 4-axis brings rotation that cuts setup time on cylindrical or multi-face parts. 5-axis shines when parts have complex contours, undercuts, or tight angular features that demand minimal setups and superior surface access. For most production runs with simple geometries, stick with 3-axis. When part complexity increases and tolerances tighten, 4- or 5-axis often reduces overall lead time and improves yield despite higher hourly rates.

Key Differences at a Glance
| Factor | 3-Axis | 4-Axis | 5-Axis |
|---|---|---|---|
| Machining Cost | Lowest | Moderate | Highest |
| Degrees of Freedom | 3 (X,Y,Z) | 4 (adds rotation) | 5 (two rotations) |
| Complexity Handling | Simple to moderate | Cylindrical & multi-face | Highly complex, organic shapes |
| Precision & Surface Finish | Good with multiple setups | Better on sides | Excellent, minimal setups |
| Setup Time | Higher for multi-side | Reduced | Minimal |
| Lead Time for Prototypes | Fastest | Moderate | Slower due to programming |
| Typical Applications | Brackets, plates, housings | Shafts, gears, turbine blades | Impellers, medical implants, aerospace components |
Decision Matrix: Matching Process to Priorities
| Priority | Better Choice | Why from Shop Floor View |
|---|---|---|
| Lowest cost per part (high volume, simple geometry) | 3-Axis | Lower machine rates, simpler fixturing, and stable processes |
| Parts with features on multiple sides or cylinders | 4-Axis | Reduces setups without full 5-axis complexity |
| Tight tolerances and complex contours | 5-Axis | Fewer setups minimize tolerance stack-up and improve surface quality |
| Fast prototyping of basic parts | 3-Axis | Quicker programming and lower overhead |
| Mass production with moderate complexity | 3-Axis or 4-Axis | Better panel/machine utilization and lower tooling wear |
| Extreme geometries or high-value parts | 5-Axis | Higher yield on challenging features despite upfront costs |
Degrees of Freedom and How They Impact Real Production
The core difference in 3 axis vs 5 axis CNC machining comes down to how freely the tool can approach the workpiece. 3-axis gives linear movement in X, Y, Z — sufficient for prismatic parts but requiring multiple fixturing changes for anything with side features. During CAM review, we constantly see programmers fighting reorientation issues that introduce error. 4-axis adds one rotational axis, typically allowing continuous or indexed rotation around one direction, which streamlines cylindrical work and cuts setup time noticeably. 5-axis brings simultaneous control of two rotations, letting the tool follow compound angles without interruption.
In production, this freedom translates directly to fewer operations. We normally recommend staying with 3-axis when the design allows it because every extra axis adds programming time and machine complexity. Yet for parts where tool access requires tilting, 5-axis avoids the accuracy loss from repeated clamping. The trade-off becomes obvious on the shop floor: more axes mean higher process stability for complex jobs but demand skilled operators to maintain.
Handling Complex Structures: When Extra Axes Justify Themselves
Complex structures highlight the real differences in 3 axis vs 4 axis vs 5 axis CNC machining. On 3-axis machines, deep pockets, undercuts, or angled features force creative fixturing and multiple setups, which hurts both time and consistency. Yield tends to decrease as operators fight alignment between operations. 4-axis eases this for parts that wrap around one axis — think engine components or valve bodies — by indexing the workpiece efficiently. 5-axis eliminates most of those limitations, machining intricate organic shapes or impellers in one or two setups.
From a fabrication standpoint, we see better material removal rates and surface finishes on 5-axis because the tool stays optimally oriented to the surface. This reduces tool wear and vibration issues common in multi-setup 3-axis runs. However, for simpler complex parts, 4-axis often strikes the best balance — it delivers most of the setup reduction without the full programming and cost overhead of simultaneous 5-axis control.
Precision Differences That Matter in Tolerance-Critical Jobs
Precision improves with fewer setups, which is why 5-axis often outperforms in demanding applications. Every time you reposition a part on a 3-axis machine, you risk cumulative errors. In our CAM preparation, we frequently flag designs where 3-axis would require tolerances that are difficult to hold across operations. 4-axis and especially 5-axis maintain datums better, leading to tighter overall part accuracy. This becomes noticeable during inspection — 5-axis parts show more consistent feature relationships.
That said, for many standard tolerances, 3-axis remains perfectly capable and far more economical. The extra precision of 5-axis only pays off when the design truly requires it or when it reduces downstream assembly adjustments.
Cost Comparison: Where Hourly Rates Meet Overall Economics
3-axis machines run at significantly lower hourly rates, making them the default for cost-sensitive production. 5-axis equipment carries higher acquisition, maintenance, and programming costs, which flow into part pricing. In practice, however, 5-axis can lower total cost for complex parts by slashing setup labor, reducing scrap from misalignment, and shortening cycle times. 4-axis sits in the middle — a practical upgrade when volume or geometry starts pushing 3-axis limits.
We evaluate this during quoting by running DFM checks on setup count and tool changes. For low-volume or prototype work with basic features, 3-axis almost always wins the cost comparison. High-mix, high-complexity runs often favor 5-axis once quantities justify the programming investment.
Application Scenarios That Guide Process Selection
Every industry shows preferences in 3 axis vs 5 axis CNC machining. Electronics housings and simple brackets stay on 3-axis lines for speed and economy. Automotive and general machinery parts with cylindrical symmetry benefit from 4-axis efficiency. Aerospace, medical, and high-end tooling turn to 5-axis when freeform surfaces and strict requirements dominate. In production, we match the process to avoid over-engineering — using 5-axis on parts that could run on 3-axis wastes resources and extends lead times unnecessarily.
Shop Floor Perspective on Evaluating and Running These Processes
During DFM review, we look at feature accessibility first. 3-axis designs get quick approval if all critical features are reachable from standard orientations. More axes require deeper CAM preparation and simulation to avoid collisions. Production yield stays high on 3-axis due to process stability and operator familiarity. 5-axis introduces more variables — thermal effects on longer axes, more sophisticated probing — so inspection requirements increase. Panel or workpiece utilization improves with higher axes because fewer setups mean better material nesting potential on larger stock.
Most shops recommend 3-axis for anything it can handle comfortably. We escalate to 4- or 5-axis when it clearly reduces risk or total time. Tooling considerations also differ: 3-axis needs more fixtures, while 5-axis relies on universal or modular workholding that amortizes better over complex jobs.
Which Option Should You Choose?
Choose 3-Axis if you:
- Have primarily prismatic or flat parts with accessible features
- Prioritize lowest cost and fastest turnaround for prototypes or volume
- Work within standard tolerances where multiple setups are manageable
- Need simple, repeatable production with minimal programming overhead
Choose 4-Axis if you:
- Machine cylindrical parts or need regular access to side faces
- Want moderate complexity reduction in setups without full 5-axis investment
- Balance cost and capability for mid-volume production runs
Choose 5-Axis if you:
- Deal with highly contoured, organic, or undercut geometries
- Require superior surface finish and tight angular tolerances
- Produce low-to-medium volumes of high-value, complex components
- Benefit from single-setup machining to maintain accuracy
FAQs
Q1: Does 5-axis machining always produce better parts than 3-axis?
A1: Not always. For simple geometries, 3-axis delivers equivalent or better cost-effectiveness with comparable results. 5-axis advantages appear mainly on complex parts where reduced setups improve consistency.
Q2: How much more expensive is 5-axis compared to 3-axis in practice?
A2: Hourly rates are higher, but total part cost can be lower for complex work due to fewer operations. Simple parts remain cheaper on 3-axis by a significant margin.
Q3: Can most shops handle 4-axis or 5-axis without issues?
A3: Many shops offer 4-axis routinely. True simultaneous 5-axis requires specialized equipment and programmers. Always confirm capabilities during quoting.
Q4: When does 3 axis vs 5 axis CNC machining difference affect lead time most?
A4: Complex parts see shorter lead times on 5-axis after initial programming. Simple parts move faster through 3-axis queues due to higher shop capacity.
Q5: Is 4-axis a good middle ground for most projects?
A5: Yes, particularly for rotational symmetry or multi-sided parts that don’t need full 5-axis freedom. It often provides the best cost-performance ratio.