CNC Machining vs Sheet Metal Fabrication: The Practical Choice Depends on Geometry, Volume, and Real Shop Economics
From the fabrication floor, the question is never which process is theoretically better. It is which one delivers the required part at the lowest total cost and risk for the specific geometry, material, tolerance, and quantity. CNC machining removes material from solid stock with multi-axis toolpaths. Sheet metal fabrication cuts flat blanks then forms them through bending, punching, and joining. When the part can be unfolded into a flat pattern with a limited number of bends and the volume justifies the workflow, sheet metal almost always wins on cost per piece. When the geometry contains deep pockets, undercuts, precision internal features, or requires a monolithic structure, CNC is the lower-risk and often lower-cost route at low-to-medium volumes.
Key Manufacturing Differences at a Glance
| Factor | CNC Machining | Sheet Metal Fabrication |
|---|---|---|
| Cost per part – low volume (1–100 pcs) | Usually lower; minimal setup beyond fixturing and toolpaths | Higher due to blank programming, bend sequencing, and handling |
| Cost per part – high volume (1,000+ pcs) | Remains relatively linear with machine time | Drops sharply once nesting and bending programs are proven |
| Typical achievable tolerance | ±0.05 mm or better on critical features | ±0.2–0.5 mm on bent features; laser cut holes ±0.1 mm |
| Geometric complexity | Very high – true 3D forms, undercuts, internal cavities | Medium – 2.5D forms from flat + bends; welding adds cost |
| Material utilization | Often 30–50% (high chip waste on complex parts) | 70–85% typical with optimized nesting |
| Suitable material thickness | Any thickness; practical from 0.5 mm to >50 mm | Best 0.5–6 mm for standard bending; thicker requires special equipment |
| Prototype lead time | 1–5 working days typical | 3–10 working days (flat pattern + bend setup) |
| Scalability to mass production | Limited by serial machine time; multi-machine cells help | Excellent; automation and progressive tooling enable very high volumes |
| Design change flexibility | High – edit toolpaths quickly | Medium – flat pattern and bend sequence changes require re-validation |
Decision Matrix: Which Process to Select Based on Your Actual Priorities
| If your priority is... | Better Choice | Why (from production reality) |
|---|---|---|
| Lowest cost at 500+ units | Sheet Metal Fabrication | Material nesting efficiency and fast cycle times after initial programming amortize quickly |
| Tolerances tighter than ±0.1 mm | CNC Machining | Direct tool control eliminates springback and cumulative bend errors |
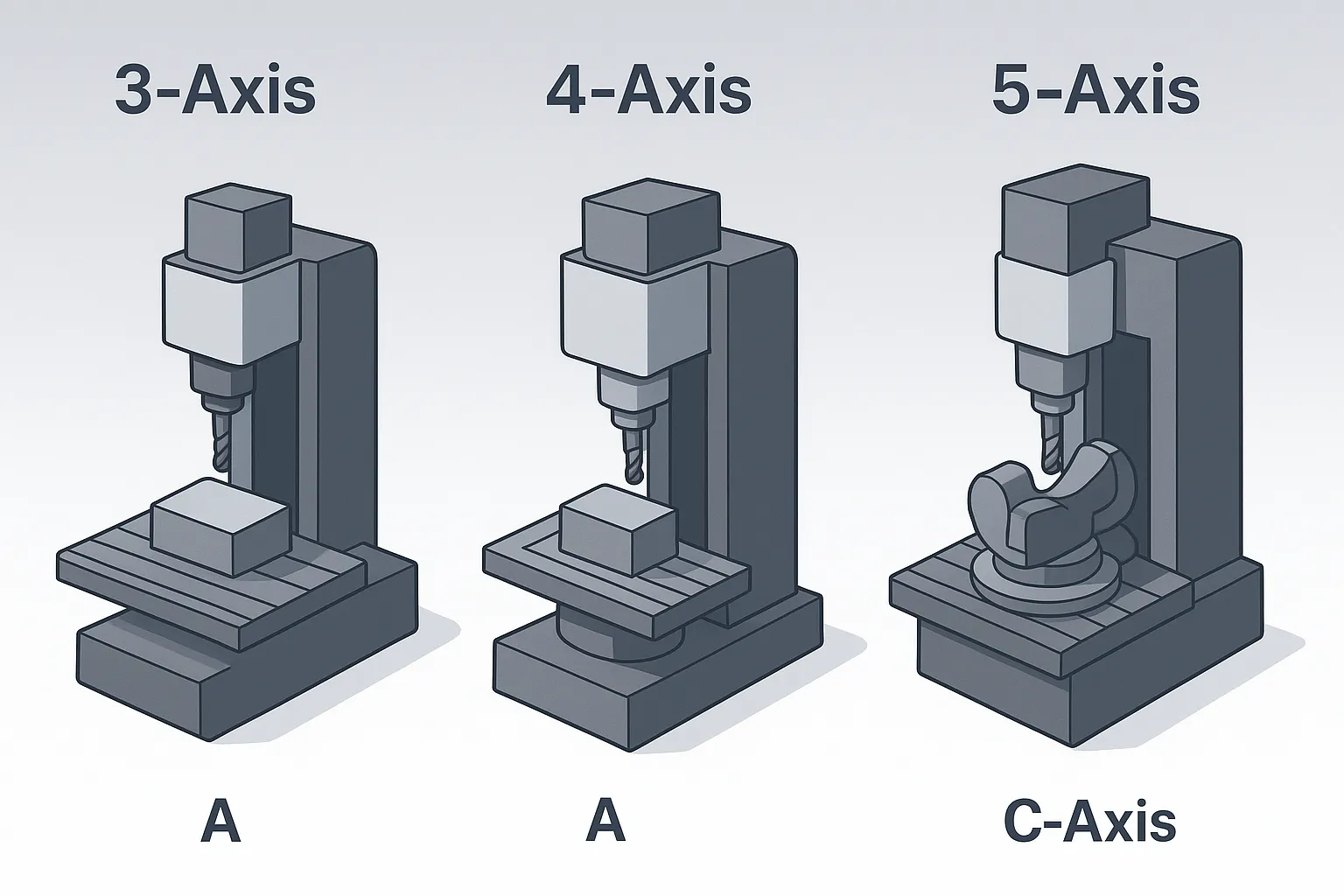
| Complex internal geometry or undercuts | CNC Machining | 5-axis toolpaths reach features that cannot be formed from a single sheet |
| Lightweight large enclosures or panels | Sheet Metal Fabrication | Thin stock with strategic bends delivers high stiffness-to-weight at low material cost |
| Fastest prototype to first article | CNC Machining | No flat-pattern development or bend-sequence validation required |
| Maximum mechanical strength in a monolithic part | CNC Machining | Continuous grain structure from billet; no weld or bend lines in load paths |
| Minimum material waste | Sheet Metal Fabrication | Optimized nesting routinely achieves 75–85% yield versus 30–50% on complex CNC parts |
| Frequent late-stage design changes | CNC Machining | Toolpath edits are faster and lower risk than re-validating bend sequences and flat patterns |
Cost Differences: Where the Real Crossover Point Occurs
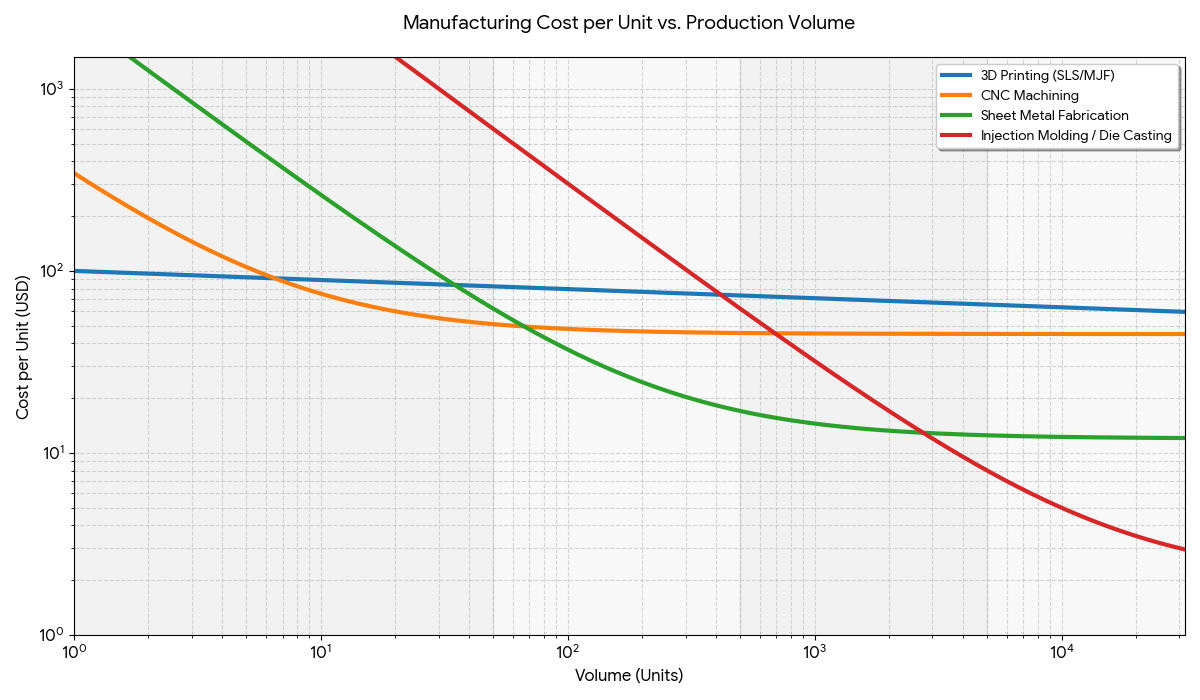
Cost is rarely linear. At 1–50 pieces, CNC machining is frequently the lower total cost option because the workflow is direct from 3D model to toolpaths and fixturing. Sheet metal still requires flat-pattern development, bend deduction calculation, nesting, and bend-sequence validation even for a single part. Once quantity reaches a few hundred pieces, sheet metal economics shift decisively. Nesting software packs multiple blanks on one sheet, laser or punch cycle times are seconds per part, and the bending program runs repeatably with minimal operator intervention. CNC cost per piece stays roughly proportional to volume because each part consumes similar spindle time and tool life.
Material waste is a major hidden driver. A complex CNC bracket can easily consume three to four times its finished weight in billet. Sheet metal with good nesting wastes 15–25%. In production we track actual yield on every job; when a design forces poor nesting or excessive scrap on sheet metal, we flag it during DFM and often suggest minor flange or hole adjustments that improve yield 10–15% without affecting function. Tooling amortization only matters for true high-volume stamping; for most jobs under 10,000 pieces we stay with CNC laser/punch + press brake because the hard tooling investment never pays back.
Recommended Figure: Line chart showing cost per finished part versus production quantity (log scale 10 to 10,000). Two curves: CNC starts lower at low quantity then rises linearly; sheet metal starts higher, drops steeply between 100–500 pieces, then flattens. Crossover zone marked at approximately 250–400 pieces for a typical bracket.
Structural Design and Geometric Freedom: What Each Process Actually Allows
CNC gives near-complete freedom. You can create internal pockets, variable wall thicknesses, angled holes that intersect, threads in any orientation, and organic 3D surfaces limited only by tool reach and minimum corner radii. The part remains one continuous piece of material. Sheet metal starts as a flat blank. Every bend introduces springback, minimum inside radius (typically 1× thickness), and the need for bend reliefs to prevent tearing. Features that would require undercuts in 3D space must be achieved by welding separate pieces or adding secondary machined details. When designers try to force highly complex geometry into sheet metal, the result is usually more parts, more welds, and higher total cost plus potential distortion. During DFM review we routinely ask: “Can this be simplified to a foldable pattern?” If the answer is no without losing function, CNC is the correct process.
Material Selection and Process Limitations
Both processes handle common engineering alloys well: 6061 and 5052 aluminum, 304 and 316 stainless, mild steel, and copper alloys. CNC extends easily to difficult-to-form materials (titanium, Inconel, tool steels) and non-metals (acetal, polycarbonate, G10, aluminum composites). Sheet metal demands good formability; high-strength or work-hardening alloys may require larger bend radii, annealing, or special tooling to avoid cracking. Thickness range is the clearer divider. CNC routinely machines 30–50 mm plate or bar stock. Standard sheet metal bending becomes impractical above 6–8 mm on most press brakes without dedicated equipment. Very thin stock (<0.5 mm) also favors CNC because handling and bending distortion become difficult to control on sheet lines.
Strength and Mechanical Performance in Real Service Conditions
A CNC part machined from solid billet has uniform properties and no discontinuities in the load path. Fatigue performance is predictable and generally superior when the part sees cyclic loading. Sheet metal parts derive strength from geometry (bends act as stiffeners) and work hardening, but bend lines and any welds create stress concentrations and potential crack initiation sites. For structural brackets carrying significant load we usually recommend CNC unless the volume is high enough to justify a well-engineered sheet metal design with proper gussets and weld procedures. For enclosures, guards, and cosmetic panels where the primary loads are modest, sheet metal with strategic bends often provides adequate strength at far lower weight and cost.
Production Volume and Batch Economics: Where the Processes Diverge Most
This is the dimension where most quoting decisions are made. CNC is a serial process. Even with multi-part fixtures and lights-out machining, capacity is limited by available spindle hours. Sheet metal cells (laser/punch + press brake + hardware insertion) run with very short cycle times once the program is validated. At 50 pieces the difference may be small. At 2,000 pieces the difference is usually decisive in favor of sheet metal. Above 5,000–10,000 pieces, progressive die stamping becomes attractive if the geometry is stable, but that requires significant upfront tooling investment and design freeze. In our quoting process we flag any job where the customer’s target quantity sits near the crossover zone and present both options with clear cost curves rather than forcing a single recommendation.
Factory Perspective: How We Actually Evaluate These Jobs in DFM and Production
Every new job goes through formal DFM review before quoting. For CNC we check tool access, minimum internal radii, wall thickness for vibration, fixture strategy, and expected cycle time from the CAM simulation. For sheet metal we verify minimum flange lengths, hole-to-bend distances, bend relief placement, material grain direction, and nesting efficiency. We also simulate the bend sequence to catch cumulative error or collision risks. Process stability differs: CNC is highly repeatable once the first article is proven. Sheet metal is more sensitive to incoming material variation (thickness tolerance, yield strength) which affects final bend angles. We compensate with angle measurement and adaptive bending on modern press brakes, but it still adds inspection steps. Yield on sheet metal jobs is heavily influenced by nesting quality and bend success rate; we target >80% material yield and <2% bend-related scrap on production runs. When both processes can technically produce the part, we present the customer with side-by-side pricing at their target quantity plus the next quantity break, along with the specific DFM changes that would improve each route. This removes guesswork and lets the customer choose based on their real priorities.
Which Manufacturing Method Should You Choose?
Choose CNC Machining if you:
- Need complex 3D geometry, internal features, or undercuts that cannot be formed from flat stock.
- Require tolerances tighter than ±0.1 mm on multiple interrelated features.
- Are building prototypes or low-to-medium volumes (generally under 300–500 pieces).
- Are using thick stock, exotic alloys, or non-metallic materials.
- Need a monolithic part for strength, sealing, or fatigue reasons.
- Expect design iterations during development.
Choose Sheet Metal Fabrication if you:
- The part can be realized as a flat pattern with a reasonable number of bends and minimal welding.
- Volume is medium to high (typically above 300–500 pieces) and cost per unit matters.
- You want the lightest possible structure for the strength required.
- The design includes sheet-metal-friendly features (louvers, embosses, PEM hardware).
- Material thickness is in the 0.8–4 mm range and formability is good.
- You need large surface area parts where CNC would waste excessive material.
Hybrid approaches are common and often optimal: a sheet metal base with critical precision features added by secondary CNC machining, or a CNC machined core with sheet metal covers. We evaluate these case-by-case during quoting.
FAQs
Q1: What quantity range makes sheet metal fabrication clearly cheaper than CNC?
A1: For most brackets, enclosures, and panels the crossover occurs between 250 and 500 pieces. Below that, CNC is usually comparable or lower cost. Above 1,000 pieces sheet metal is almost always the lower unit cost option provided the geometry is suitable.
Q2: Can I hold ±0.1 mm tolerances on bent sheet metal features?
A2: Not reliably on bend angles and flange positions without secondary operations. Laser-cut holes and profiles can hold ±0.1 mm, but bending introduces springback and material variation that typically limits overall tolerance to ±0.2–0.5 mm unless you accept added cost for in-process angle correction or post-machining.
Q3: Which process wastes more material?
A3: CNC machining on complex parts often wastes 50–70% of the starting billet as chips. Sheet metal with optimized nesting wastes 15–25%. However, aluminum chips are readily recycled, so the real cost difference depends on current material prices and your sustainability targets.
Q4: How long does each process typically take for a first-article prototype?
A4: CNC prototypes are often ready in 1–3 working days once the order is placed. Sheet metal prototypes usually take 3–7 working days because of flat-pattern validation and bend sequencing. Both can be faster with rush scheduling, but CNC has the edge for true speed-to-first-part.
Q5: Can the same 3D CAD model be used directly for both processes?
A5: No. CNC works directly from the solid model. Sheet metal requires a properly unfolded flat pattern with correct bend deductions, reliefs, and sequence. We always regenerate and optimize the flat pattern during quoting to avoid costly surprises on the shop floor.
Q6: Is it common to combine both processes on one part?
A6: Yes. Many production parts are primarily sheet metal with critical mounting holes, threads, or sealing surfaces added by secondary CNC machining. This hybrid approach captures the material efficiency and low cost of sheet metal while achieving the precision only CNC can deliver on selected features.