Where FR4 Wins and Where PI Makes More Sense in Production
From the shop floor, FR4 stiffeners handle the majority of flex PCB reinforcement jobs because they deliver solid rigidity at lower cost and integrate smoothly into standard assembly flows. PI stiffeners shine in applications needing precise thin profiles, higher temperature tolerance, or minimal added weight near dynamic bend areas. The choice comes down to your component mass, operating environment, and volume targets—FR4 for most cost-driven production, PI when thickness control or thermal extremes dictate the process.

Quick Engineering Comparison of PI vs FR4 Stiffeners
| Factor | FR4 Stiffener | PI Stiffener |
|---|---|---|
| Typical Thickness Range | 0.2mm – 1.5mm+ (easy scaling) | 0.05mm – 0.3mm (stacked films) |
| Rigidity / Mechanical Strength | High (glass-reinforced) | Medium (more flexible) |
| Cost | Lower (standard material) | Higher (premium film) |
| Temperature Resistance | Good up to ~130-150°C | Excellent up to 250°C+ |
| Weight | Heavier | Lighter |
| Manufacturing Ease / Yield | High compatibility, stable | Requires precision bonding |
| Best Applications | SMT components, connectors, mass production | ZIF tails, thin profiles, high-temp flex |
Decision Matrix: Choosing Based on Project Priorities
| If your priority is... | Better Choice | Why (Factory View) |
|---|---|---|
| Lowest overall cost | FR4 | Cheaper material and faster processing with standard equipment |
| Strongest mechanical support for heavy components | FR4 | Glass fibers provide superior rigidity without excessive thickness |
| Minimal thickness or lightweight design | PI | Thin film construction maintains flex characteristics better |
| High-temperature environments | PI | Better thermal stability reduces delamination risk during reflow or operation |
| Fast turnaround and high-volume production | FR4 | Readily available, easier panelization and lower scrap rates |
| ZIF connector fingers or dynamic flex areas | PI | Matches flex material properties and controls insertion thickness precisely |
Thickness Control and How It Affects Fabrication
Thickness is often the first spec we review in DFM because it directly impacts bonding, panel flatness, and downstream assembly. FR4 stiffeners give you a wide range starting comfortably at 0.2mm up to several millimeters, making them straightforward to source and machine. This range suits most component reinforcement needs without stacking layers.
PI stiffeners rely on stacking thin polyimide films (typically 0.05-0.125mm per layer), which allows finer increments for ZIF areas or tight tolerance builds but adds process steps and potential variability in total height. In production, we see better consistency with single-piece FR4 for thicker requirements, while PI excels when the design demands staying under 0.3mm without sacrificing too much support. The trade-off shows up in registration: mismatched expansion between PI and base flex can cause minor alignment issues during lamination if not controlled tightly.
Strength and Rigidity Trade-offs in Real Assemblies
FR4 provides noticeably higher stiffness thanks to its glass fiber reinforcement, which is why it dominates connector and SMT mounting zones. During pick-and-place and reflow, this rigidity keeps the flex circuit flat and stable, reducing defects like tombstoning or misalignment. We routinely recommend FR4 when components heavier than a few grams sit on the reinforced area.
PI offers adequate support for lighter loads or insertion points but bends more easily under stress. This can be an advantage near dynamic flex zones where you want to avoid stress concentrations, but it often requires thicker builds or additional design adjustments to match FR4 performance. In our experience, switching to FR4 from PI in borderline cases improves long-term mechanical reliability, especially in vibration-prone applications.
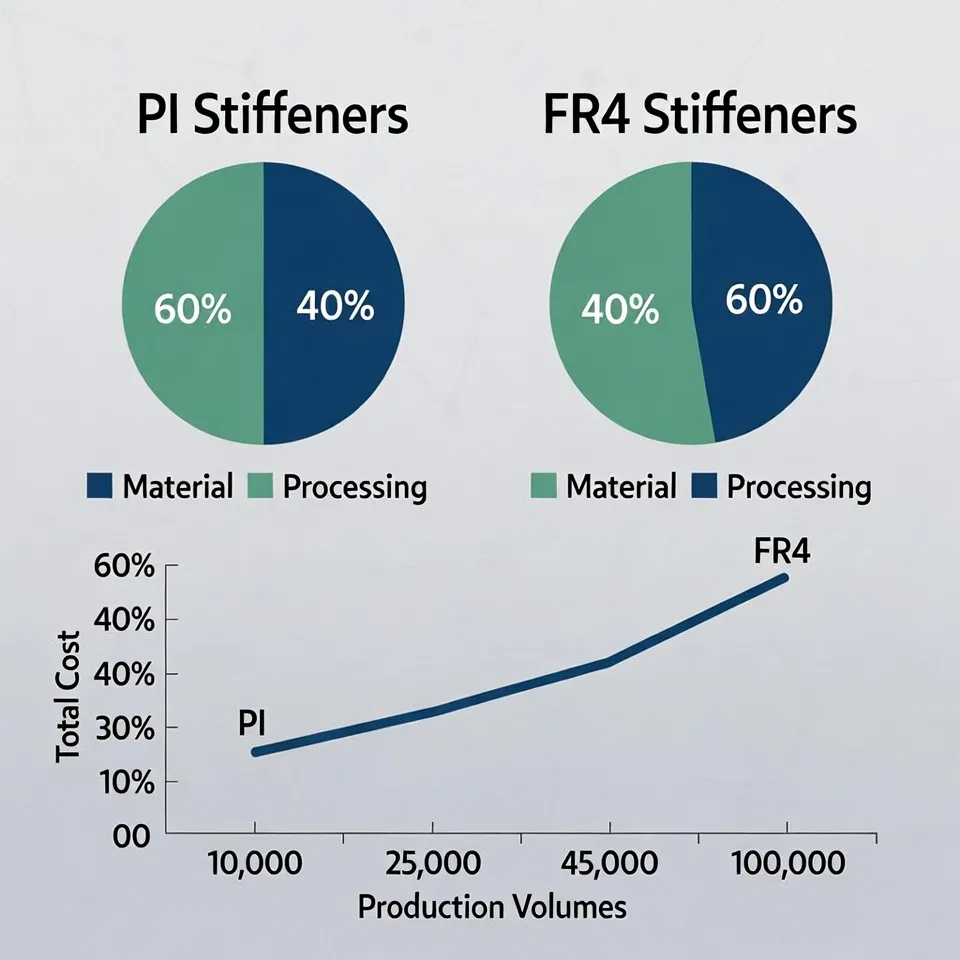
Cost Differences and Volume Implications
Material and processing costs tilt strongly toward FR4 for most jobs. FR4 sheets are commodity items with excellent panel utilization, keeping per-part pricing low even at moderate volumes. PI film costs more per square meter and the stacking/bonding process adds labor and inspection time. For prototypes or low-volume, the difference may be acceptable, but at scale it compounds—especially when combined with higher scrap risk from handling delicate PI layers.
We see the break-even point where FR4 becomes clearly cheaper around a few hundred pieces, depending on stiffener area. Designers chasing lowest unit cost should default to FR4 unless specific performance demands force PI.
Thermal and Environmental Performance
PI holds an edge in high-temperature or harsh environments due to superior thermal stability and lower outgassing. It survives repeated soldering cycles and elevated operating temps better than standard FR4 stiffeners. However, for the majority of consumer and industrial electronics running below 130°C, FR4 performs reliably with proper material selection. Moisture absorption is another factor—PI takes up more but rarely causes issues if baked correctly before assembly.
Factory Perspective on PI vs FR4 Stiffener Processing
During CAM review, FR4 stiffeners simplify routing and panelization because they behave like standard rigid material. We achieve high panel utilization and consistent yields with automated processes. PI requires more careful alignment, precise adhesive application, and often manual or semi-auto bonding steps that slow throughput. Yield tends to stay higher with FR4—especially on dense arrays—because the material is less prone to warping or delamination during press cycles. Inspection for PI focuses heavily on bond line uniformity, while FR4 mainly needs flatness checks. For high-volume runs, most fabs prefer FR4 to maintain process stability and minimize tooling adjustments.
Which Option Should You Choose?
Choose FR4 Stiffener if you:
- Need strong support for SMT components or connectors
- Target cost-sensitive or high-volume production
- Require thicker reinforcement without stacking layers
- Value fast turnaround and standard DFM compatibility
- Operate in typical temperature ranges
Choose PI Stiffener if you:
- Need very thin, lightweight reinforcement
- Have ZIF connector or insertion finger requirements
- Face high-temperature or extreme environmental demands
- Want material properties closely matched to the flex base
- Accept higher cost for precision thickness control
FAQs
Q1: Can I use PI stiffener for heavy component mounting areas?
A1: It is possible but not ideal. FR4 usually provides better rigidity and stability for heavier parts. PI may require thicker builds or additional design tweaks to avoid flexing under load.
Q2: How does stiffener choice affect overall FPC lead time?
A2: FR4 generally supports shorter lead times due to material availability and simpler processing. PI can add 1-3 days depending on stacking and bonding requirements.
Q3: Is there a thickness where PI and FR4 perform similarly?
A3: Around 0.2-0.3mm, PI can approximate lighter FR4 performance, but FR4 still wins on raw stiffness. Tolerance and cost favor FR4 at these levels.
Q4: Which stiffener is better for automotive or high-reliability applications?
A4: Depends on temperature and vibration. FR4 is common and proven for many cases; switch to PI or metal when sustained high heat is expected.
Q5: Does using PI stiffener improve bend reliability near the reinforced area?
A5: Yes, when properly designed with adequate clearance to the bend radius. Its compatibility with flex material reduces stress risers compared to abrupt FR4 edges.