In production we select sheet metal surface finish based on the enclosure material, operating environment, EMI requirements, and assembly tolerances. For aluminum chassis we default to anodizing or powder coating depending on whether conductivity or color consistency matters more. Steel parts usually get powder coating or painting after pretreatment, while electroplating handles specific conductivity or wear needs on contacts and brackets.

How Powder Coating Handles Volume Production for Electronics Enclosures
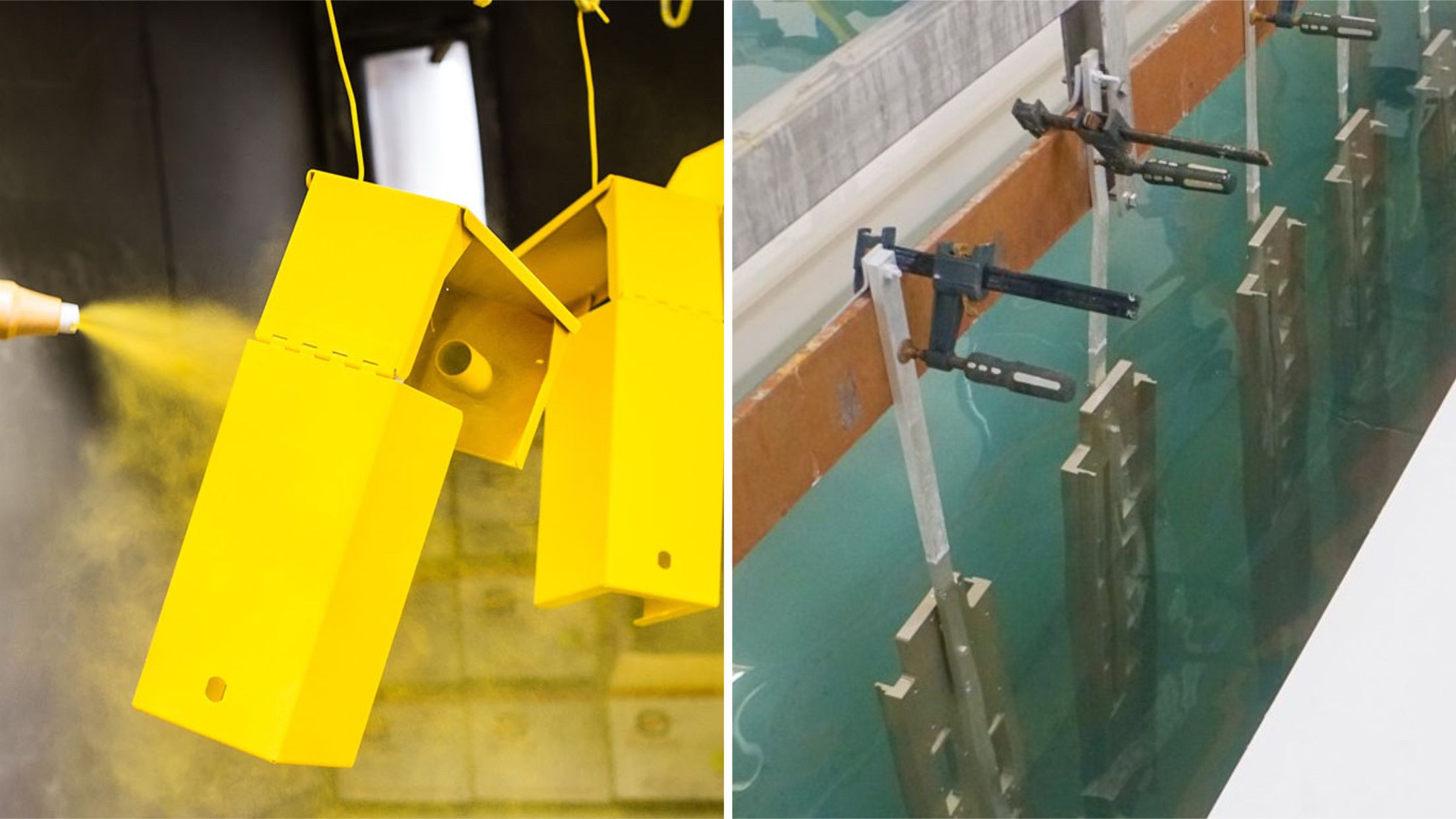
On the shop floor we run powder coating lines for most steel and aluminum electronic enclosures because it delivers uniform coverage on complex bent parts without masking hassles. After fabrication and deburring, we hang panels on racks, apply pretreatment for adhesion, then electrostatically spray the powder before curing at 180-200°C. This process gives 60-120μm thickness that resists chipping during assembly and transport.
Why Material Behavior Forces Finish Choices in Sheet Metal
Aluminum naturally forms oxide layers that interfere with paint adhesion but work perfectly with anodizing. Cold-rolled steel needs zinc phosphate pretreatment before powder to stop under-film corrosion. In high-volume runs, thermal expansion differences between base metal and finish during curing can cause warping if panel design skips adequate stiffeners or if material gauge sits below 1.2mm. We see this frequently when designers send tight-tolerance drawings without accounting for process heat.
Registration and Thickness Buildup Challenges
Powder coating adds measurable thickness on both sides. For precision card guides or hinge areas this buildup shifts fit by 0.1-0.25mm total. Anodizing grows the oxide layer into the metal with minimal net gain (typically 5-25μm), while painting and thicker electroplating layers require upfront dimension compensation in CAM.
Production Consequences When Finish Selection Is Ignored
We have seen entire batches scrapped because powder coating thickness caused RF gasket compression failure or card cage misalignment. Uncontrolled painting leads to orange peel texture that traps dust in cleanroom electronics. Thin electroplating wears off at screw points, creating ground faults. Anodizing skipped on outdoor-rated aluminum enclosures results in pitting that propagates under humidity cycling. Each case delays shipment by weeks while we rework or remake panels.
Factory Methods for Reliable Sheet Metal Surface Finish
CAM programming includes finish callouts early so we adjust hole sizes and bend allowances before laser or turret punching. For powder coating we specify minimum 50μm film build with Faraday cage compensation on deep recesses. Anodizing lines use Type II or III processes with dye tanks for color matching; we mask grounding areas when conductivity is required. Painting involves multiple coats with intermediate sanding for smooth EMI shielding surfaces. Electroplating needs rack design that





