Flexible PCBs can be folded to 180 degrees, but it's rarely straightforward. In practice, most FPCs handle it only under specific conditions. Push the limits without proper design and you'll see trace fractures or coverlay cracks after just a few cycles.
The question "can flexible PCB be folded 180 degrees" comes up constantly in layout reviews. The FPC fold angle limit depends heavily on material stackup, bend radius, and whether the application is static or dynamic. I've reviewed hundreds of these designs. The ones that survive production and field use follow tight rules around radius and copper placement.
Why 180° Folding Often Causes Immediate Problems
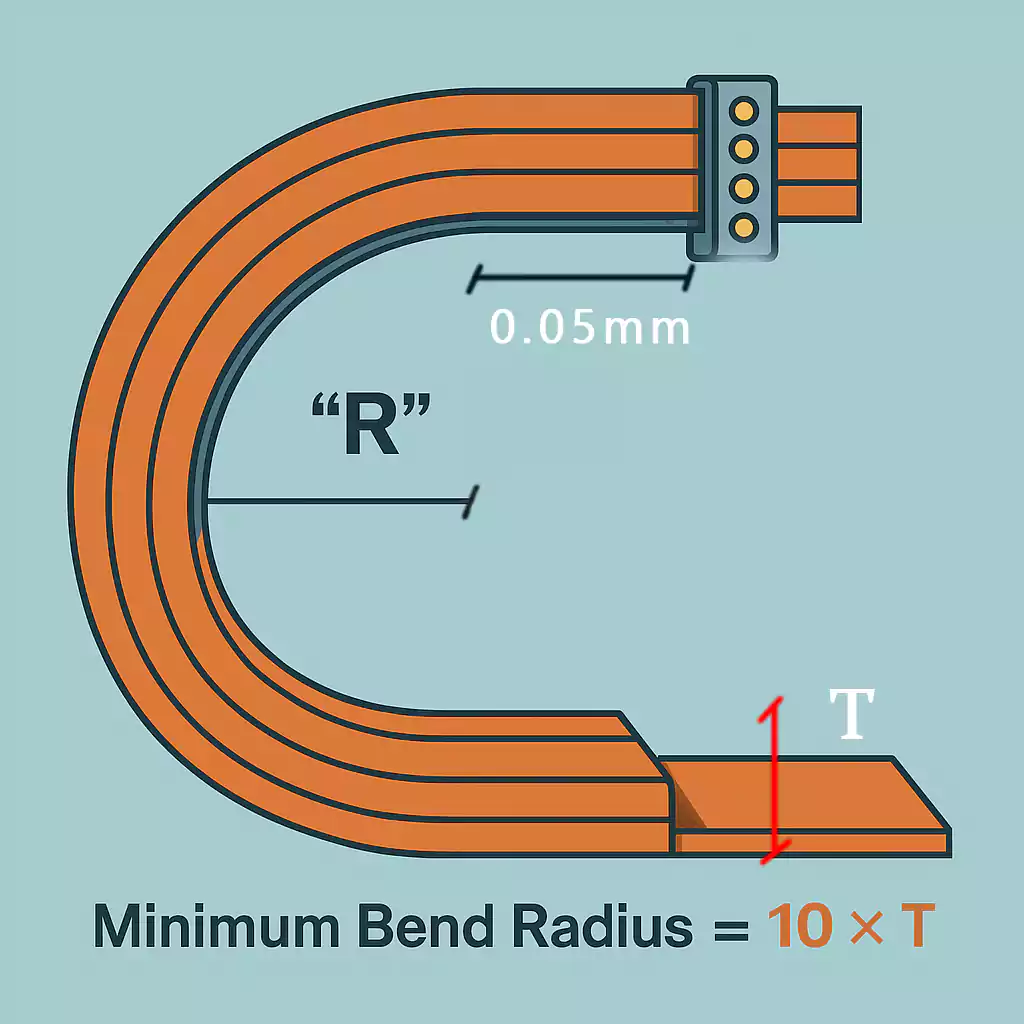
A true 180° fold creates an extremely tight inner radius. For standard 1oz copper on 25μm polyimide, the minimum recommended dynamic bend radius is usually 6-10 times the total flex thickness. At 180°, that requirement gets violated quickly unless you deliberately design for it.
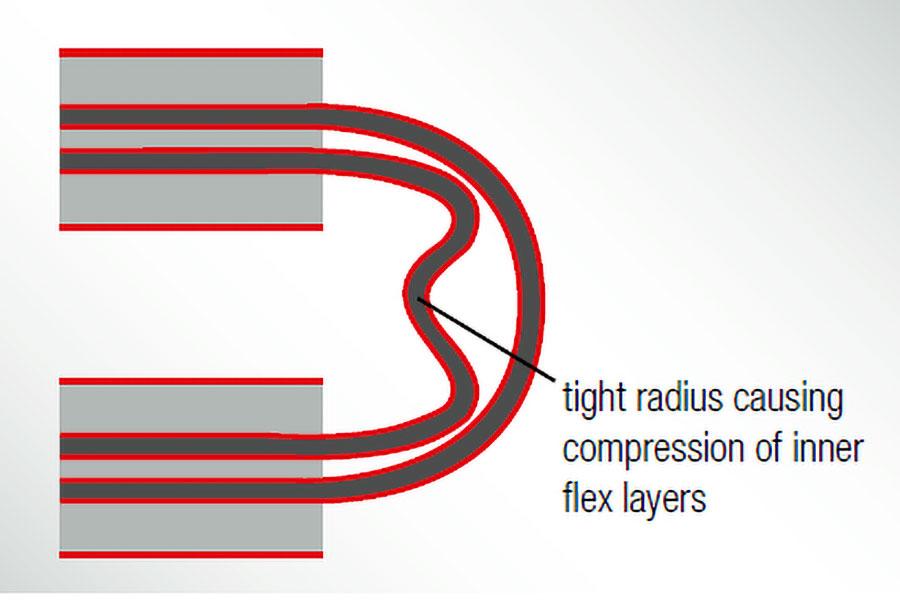
Copper strain becomes the dominant failure mode. The outer layer stretches while the inner compresses. Exceed the material's elongation limit and microcracks form. These start small but propagate fast under thermal cycling or vibration.
Key Factors That Determine FPC Fold Angle Limit
Material thickness dominates. A single-layer adhesiveless polyimide with 12μm copper tolerates tighter folds than a 4-layer stack with adhesive. Typical total thickness for reliable 180° static folds stays under 100-150μm.
Copper weight matters too. 0.5oz or 1oz works best. Heavier copper increases stiffness and cracking risk. Rolled annealed copper outperforms electrodeposited in bend areas because of its grain structure.
Coverlay type and thickness add another variable. Thicker coverlay improves protection but reduces flexibility. Many designs use 12.5μm or 25μm polyimide coverlay with acrylic adhesive. Adhesiveless options give better performance at tight radii but cost more.
Reinforcements and stiffeners in the bend zone kill foldability. Keep them well away from the fold area. Even silkscreen or soldermask in the wrong spot can create stress risers.
Bend Radius Guidelines for 180° Folds
For static applications, aim for an inner bend radius of at least 0.5mm to 1mm depending on stackup. Dynamic applications need significantly larger radii — often 5mm or more for repeated folding. These aren't arbitrary numbers; they come from IPC-6013 and real fab feedback on yield and reliability.
Static vs Dynamic Applications — Critical Difference
Static folds are common in fold-and-stay designs like flip phones or compact modules. The PCB gets folded once during assembly and stays there. These tolerate tighter radii because fatigue isn't the main concern.
Dynamic flexing is different. Hinges, sliding mechanisms, or wearables that open and close repeatedly demand much more attention. Copper fatigue life drops dramatically below certain radius thresholds. I've seen designs pass initial 180° testing only to fail after 5,000-10,000 cycles in the lab.
The transition between static and dynamic isn't always obvious. Even "static" designs experience some movement during thermal expansion or shipping vibration. Treat borderline cases as dynamic.
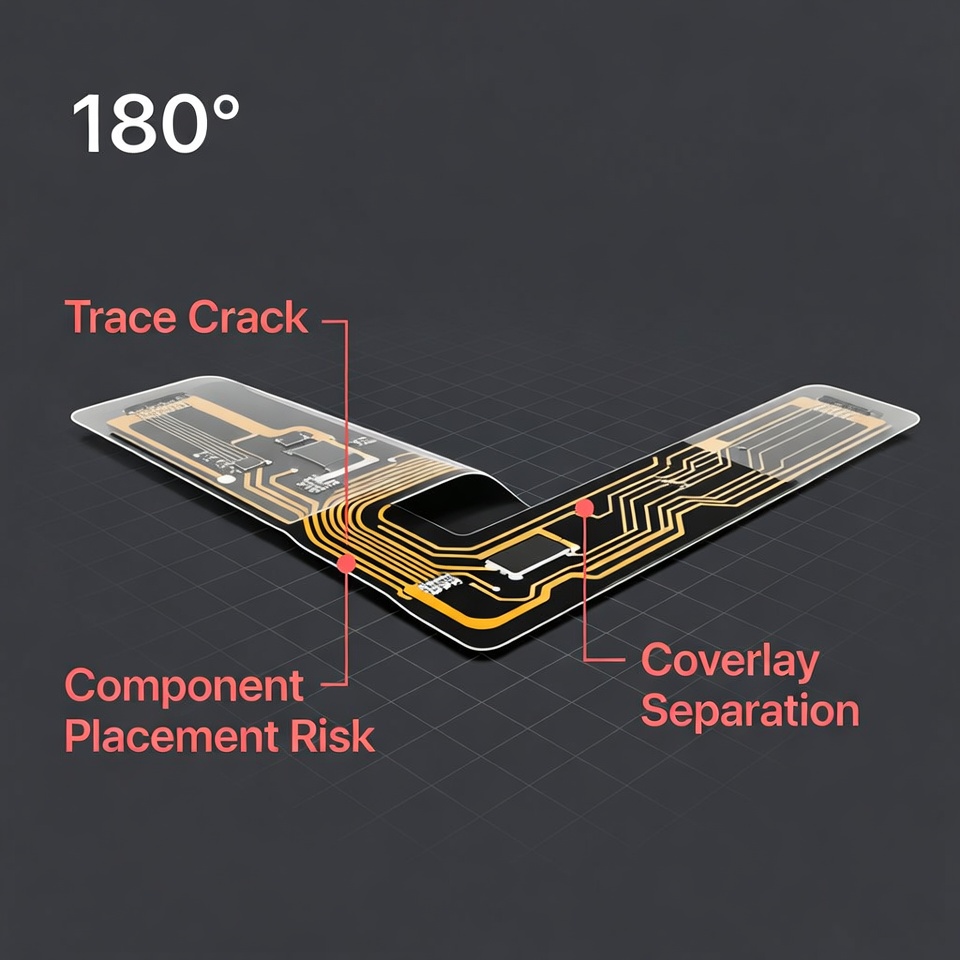
Common Failure Modes in Over-Folded FPCs
Trace cracking near the fold entry point tops the list. Delamination between copper and polyimide follows. Coverlay tenting or wrinkling at the apex creates assembly issues later. In extreme cases, the entire flex tears along the bend line.
During DFM reviews, we frequently flag designs where components sit too close to the fold. Even small SMD parts create stress concentrations that crack solder joints over time.
Practical Layout Adjustments That Actually Work
Keep the bend area free of components and vias. Route traces perpendicular to the fold line when possible. Parallel traces experience more strain. Use teardrops and generous neckdowns at the transition zones.
For multilayer flex, consider selective layer removal in the bend region — the "I-beam" or "window pane" construction. This reduces thickness locally and improves foldability while maintaining rigidity elsewhere.
Specify the exact bend radius and fold direction clearly on the fabrication drawing. Many fabs will ask for a sample folded part or detailed notes. Include the number of expected flex cycles if it's dynamic.
Material and Stackup Recommendations
Stick with proven combinations for 180° capability. Common working stackups include 1-layer 50μm polyimide with 18μm copper and thin coverlay, or 2-layer adhesiveless constructions. Avoid heavy adhesive layers in the flexing zone.
Talk to your fab early. Factory capabilities vary. Some can reliably produce tighter folds with specialized processes, but yield drops and cost rises fast.
Testing and Validation Steps
Don't rely on simulation alone. Build prototypes and perform actual fold testing. Cycle counters, thermal chambers, and visual inspection under magnification reveal issues early. IPC standards give baseline guidance, but application-specific testing is essential.
Watch for "book cover" effect where multiple folds create cumulative stress. Also check for crease formation after repeated folding — a sure sign the radius or material is marginal.
Engineering Takeaways on FPC 180° Fold Limits
Flexible PCBs can be folded 180 degrees successfully, but only when the full stackup, radius, and application type are considered together. The FPC fold angle limit isn't a fixed number — it's a balance of mechanical strain, material properties, and expected lifetime.
In layout, prioritize generous radii for dynamic use and clean bend zones without interruptions. For static applications, tighter folds are achievable but still need careful DFM review.
Most field failures I've seen trace back to optimistic assumptions about bend capability. Add margin where possible. The extra space or slight design tweak almost always pays off in higher manufacturing yield and better long-term reliability.
When in doubt, start with your fabricator's design guidelines for the specific material. They've built thousands of these and know where the real limits sit.