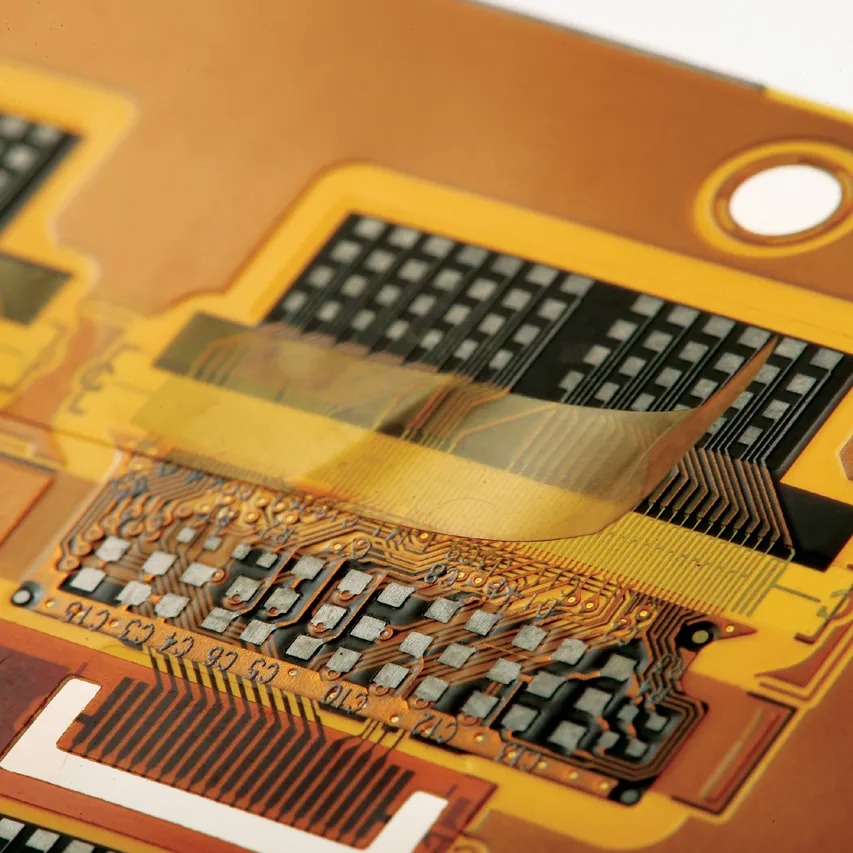
FPC adhesive overflow shows up more often than you'd expect when the tape is called out flush to the flex PCB outline. In DFM reviews, this is a classic tolerance stack-up issue that CAM engineers flag regularly. The tape ends up creeping past the final routed or punched edge, creating squeeze-out that can interfere with downstream processes or final assembly.
Most designers set the adhesive tape boundary exactly on the outline dimension thinking it will stay clean. Reality hits when you combine material movement, cutting registration, and the inherent variability of flex materials. This isn't a defect in every board, but it becomes a yield risk fast on tight-tolerance jobs.
Tolerance Stack That Drives FPC Adhesive Overflow
Flex materials move. Polyimide film plus adhesive has noticeable dimensional change with temperature and humidity. When you laminate the adhesive tape, even controlled conditions leave residual stress. During final outline processing, that stress releases just enough to shift the tape edge.
Typical tolerance on tape placement during lamination runs ±0.1mm to ±0.2mm depending on the shop's equipment. Add the outline cutting tolerance, usually ±0.15mm for laser or ±0.25mm for die punching on flex panels, and you quickly exceed zero clearance. Flush means zero margin by definition, so any positive deviation produces overflow.
I've seen this repeatedly on designs where the tape covers stiffener areas or edge reinforcement. The thicker stack in those zones amplifies any misalignment during pressing. Heat and pressure push the adhesive laterally, especially near the edges.
Pull-Out Outline Process and Its Impact on Flex PCB Tape Misalignment
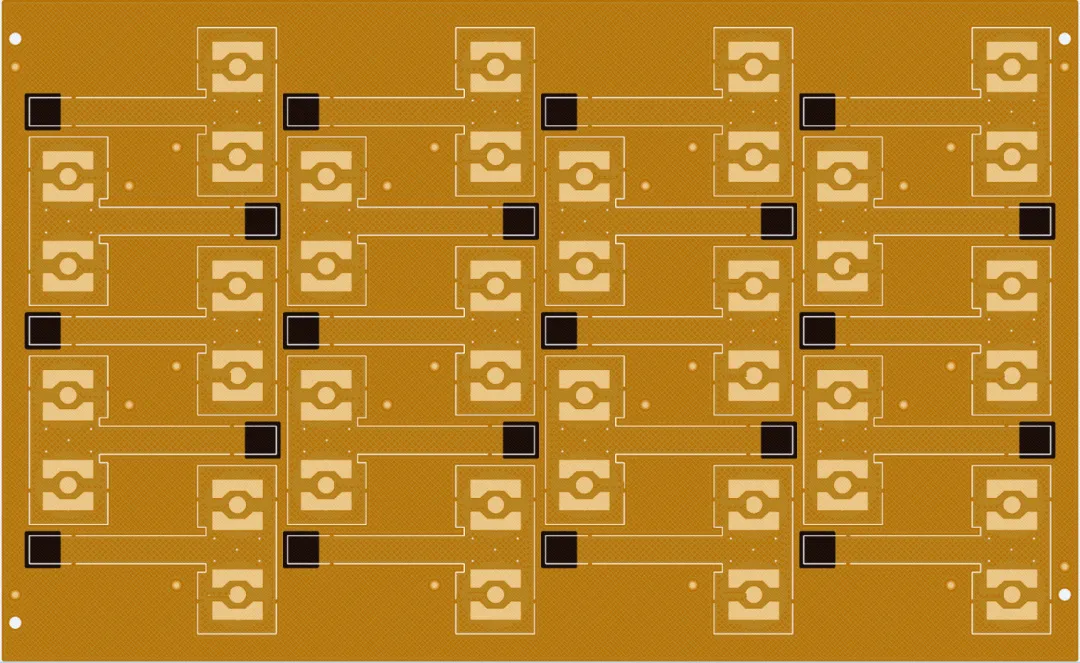
Many FPC shops use a pull-out or tabbed outline method for small or dense panels. The boards stay connected to the panel via tabs until final separation. This keeps registration stable through plating and coverlay steps, but it complicates adhesive tape application.
Tape is often applied to the full panel before routing the individual outlines. When the router or laser follows the design outline, the cutting path sits right at the tape boundary. Any slight panel movement or tool runout causes the cut to wander into or away from the tape. More commonly, the tape edge gets nicked or the adhesive smears outward.
Die cutting variants introduce additional shear forces that can extrude adhesive beyond the intended line. This is especially true with acrylic or epoxy-based tapes that soften under localized pressure.
Common Cutting Offset Patterns
Laser cutting on flex tends to follow the programmed path accurately, but thermal effects cause local contraction or expansion. The tape, being a different material stack, reacts differently. Result: the cut edge pulls the adhesive outward on concave sections or pushes it on convex ones.
Mechanical punching shows more consistent but larger offsets, often 0.1-0.3mm depending on die wear. If the tape was laid flush, even 0.05mm of die deflection creates visible squeeze-out on both sides of the cut.
Why Flush Tape Specification Creates Reliability Risks
Overflow isn't just cosmetic. Excess adhesive can contaminate gold fingers, interfere with connector mating, or create uneven surfaces under components. In long-term use, it traps moisture at the edges or causes delamination under flexing cycles.
During assembly, squeezed adhesive residue on the cut edge leads to solder wicking issues or poor SMT alignment on stiffener boundaries. I've reviewed boards where this overflow caused intermittent contact after thermal cycling because the adhesive acted as a stress riser.
The real problem is that flush designs leave no room for normal process variation. Factories can hit tight tolerances on rigid boards more consistently, but flex adds the variables of material softness and panel bow.
Practical Design Adjustments to Prevent Flex PCB Tape Misalignment
The simplest fix is to pull the adhesive tape inward by 0.15mm to 0.3mm from the final outline. This creates a controlled setback that accommodates typical cutting tolerance without exposing bare flex edge where reinforcement is needed.
For critical areas like connector interfaces or fold zones, specify the tape boundary with explicit clearance notes in the fabrication drawing. Call out "adhesive edge setback 0.2mm min from outline" rather than relying on flush dimensions. Most good shops will appreciate the clarity.
Consider segmented tape layouts instead of continuous sheets where possible. Smaller tape pieces reduce cumulative stress and make alignment easier during lamination. This also limits the area available for overflow if misalignment occurs.
Material and Process Choices That Help
Select tapes with lower flow characteristics under heat. Some acrylic adhesives are more prone to lateral squeeze than modified epoxy versions. Discuss options with your fabricator early – they know which materials perform best on their lines for your panel size.
On high-volume jobs, request pre-routed panels with fiducials aligned specifically for tape placement. This improves registration and reduces the tolerance stack. Laser direct imaging combined with optical alignment for final cut can tighten things further, but expect higher cost.
Always verify the final Gerber and drill files against the mechanical drawing. A mismatch between tape copper keep-out and outline often reveals the root cause of overflow risks before the first prototype run.
Key Takeaways for Avoiding FPC Adhesive Overflow
Flush tape to outline works in theory but fails under real manufacturing conditions due to unavoidable tolerances in flex processing. Plan for 0.15-0.3mm setback depending on panel complexity and cutting method. Document the requirement clearly rather than assuming the fab will "make it work."
Review your DFM feedback specifically for adhesive placement. When the shop suggests adjustment, it's usually based on hundreds of similar jobs where overflow caused issues. Small layout changes here prevent much larger headaches in production and field reliability.
This problem is predictable once you account for material behavior and process realities. Build the margin in from the start and your flex designs will route cleaner through fabrication and assembly.