In the fab we see a lot of boards heading into CNC-machined enclosures, so on the CAM side we push designers to lock down PCB dimensions, mounting hole positions, and connector clearances early. We typically run a full DFM check against the enclosure mechanical drawings before panelization, adjusting hole tolerances to ±0.1 mm and ensuring fiducials sit clear of any enclosure contact points.
What we typically see on the CAM side is that PCB size directly drives panel utilization. When the board outline sits too close to the enclosure walls, even 0.2 mm of routing deviation can cause the finished board to bind during assembly. We handle this by adding 0.3–0.5 mm clearance in the panel routing program and confirming the final routed dimensions against the enclosure CAD.
How PCB outline tolerances affect fit inside CNC-machined enclosures
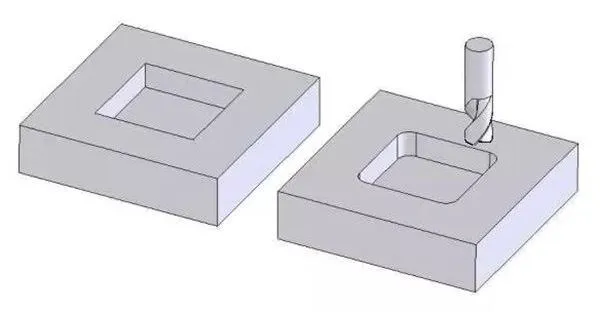
Production forces tight outline control because CNC routing on panels uses mechanical bits that wear and create slight taper. Material movement during lamination and etching also shifts the outline by up to 0.15 mm across a 200 mm board. Factories therefore treat the enclosure fit as a stack-up issue involving both PCB routing and enclosure machining tolerances.
Mounting hole registration challenges during drilling and plating
Most factories drill mounting holes using the same program as component holes, but enclosure bosses require tighter positional accuracy. We see drift when the panel expands or contracts between drilling and final routing. This shows up clearly in boards where holes must line up with threaded inserts or standoffs in the CNC enclosure.

If these positions drift, the board either won't drop into the enclosure or the fasteners bind, forcing rework at assembly. On the production floor this creates scrap when the entire panel has to be rerouted or when individual boards fail final mechanical fit checks.
Connector cutout and clearance issues that appear after solder mask application
Connector space becomes critical once the board reaches assembly. Solder mask can shift by 0.1–0.2 mm and edge plating or routed slots add further variation. In production we measure the distance from connector pads to the board edge on every panel because the CNC enclosure usually has tight pockets that leave little room for misalignment.
When ignored, connectors either press against the enclosure wall or the board sits at an angle, stressing the solder joints during vibration or thermal cycling. We have seen batches returned because the assembled unit would not close properly after connectors were mated.
Assembly flow constraints when PCB fixing methods conflict with panelization
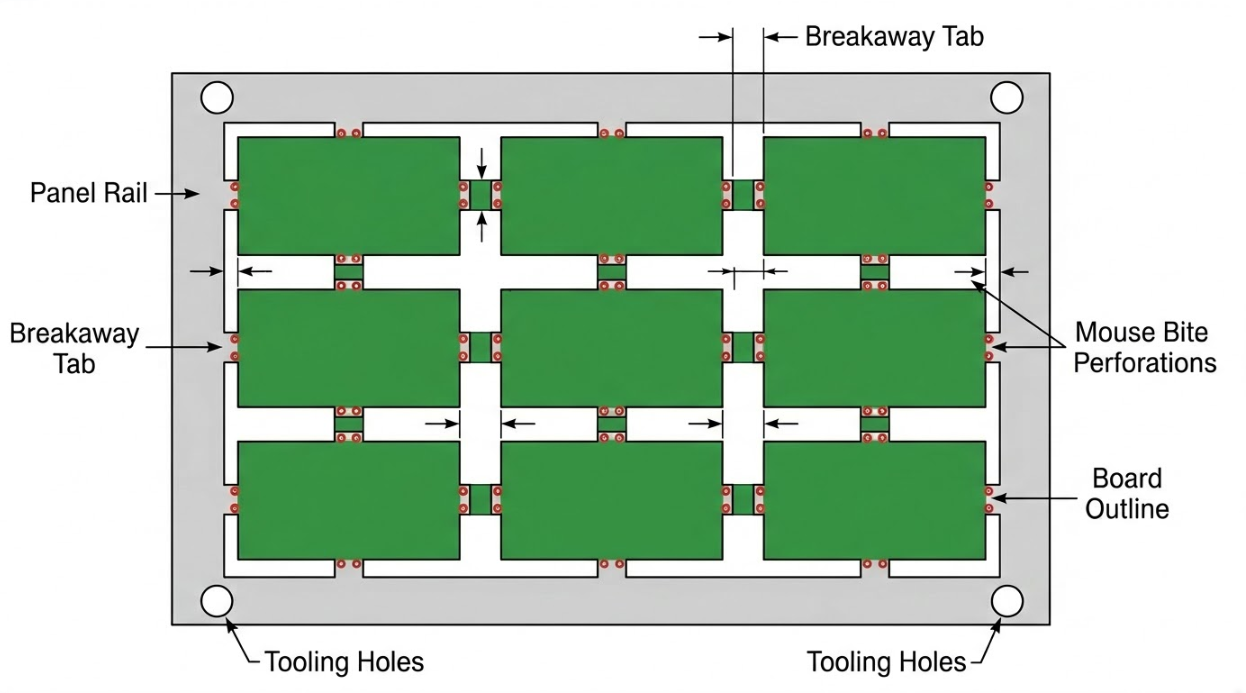
Fixing methods such as snap-fits, threaded holes, or adhesive pads directly affect how we panelize and depanelize. Boards with perimeter mounting tabs often require mouse-bite or V-score adjustments that change the final dimension by 0.1 mm. Factories therefore request the enclosure 3D model or at least critical section views before committing to a panel layout.
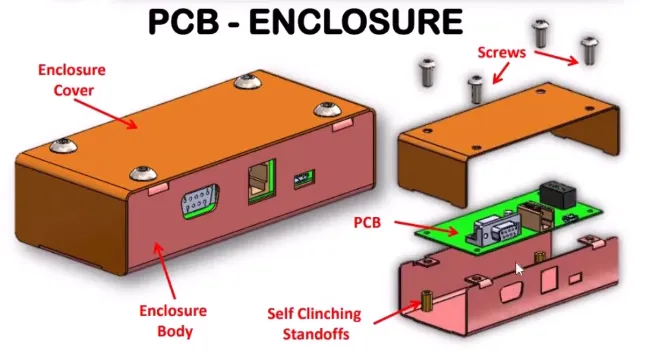
Recommended Figure: Exploded view of PCB inside CNC enclosure highlighting fixing points, connector clearances, and recommended PCB edge to wall gaps.
From a fabrication standpoint this becomes sensitive because any last-minute enclosure design change forces a full CAM reload and new tooling. Production lines hate this because it breaks the planned flow and risks misregistration on subsequent processes.
Panelization and routing strategies factories use to maintain PCB CNC enclosure design compatibility
We solve most issues by adding dedicated tooling holes outside the final board outline and placing fiducials at least 5 mm from any mounting or connector feature. CAM engineers apply scaling compensation based on measured material movement from the specific stack-up. For high-volume jobs we often run a test panel, measure actual dimensions, and adjust the routing program accordingly.
Hole tolerances are tightened to ±0.075 mm for critical mounting locations while standard vias stay at ±0.1 mm. We also add 0.2 mm keep-out around the board perimeter in the enclosure pocket area to account for any remaining routing burr or mask encroachment. These adjustments come from years of seeing the same mismatch patterns repeat across different enclosure suppliers.
Dimensional stability considerations across lamination and etching that impact enclosure fit
Copper distribution and resin flow during lamination create predictable shrinkage that we measure on every new design. When the PCB sits inside a rigid CNC enclosure, even 0.3% dimensional change across temperature can cause stress at the fixing points. We therefore recommend symmetric copper balancing and sometimes suggest slight oversize on enclosure pockets when the design allows.
During DFM review we flag any mounting hole located within 3 mm of a heavy copper pour or large component because these areas distort more. The goal is to deliver boards that drop into the enclosure with minimal force and stay aligned through final assembly and testing.
When we can relax tolerances for PCB CNC enclosure design
Exceptions are allowed on prototypes or very low-volume runs where the enclosure has generous clearance and uses adjustable standoffs. In those cases we can widen hole positions to ±0.15 mm and reduce perimeter keep-out. For production volumes above 500 pieces the full tolerance stack-up is enforced because the cost of rework quickly exceeds the engineering time spent upfront.
Designs with floating connectors or flexible fixing methods also give more room. The trade-off is usually longer assembly time or additional testing to verify mechanical integrity. We still run the same DFM checks but mark the file as "relaxed fit" so the production team knows where extra care is needed during routing and inspection.
The key from the factory side is early sharing of the enclosure mechanical data. Once we have the critical dimensions and fixing concept, we can adjust panelization, drilling, and routing programs to deliver boards that mate cleanly without forcing changes downstream. This approach keeps yields high and prevents the common assembly line stops we see when PCB CNC enclosure design details come too late in the process.