In the shop we run prototypes on the same machines that handle production but with different fixturing and programming strategies. For CNC prototype manufacturing we prioritize speed and quick iterations while for small batch and volume production we focus on repeatable setups, tool life, and process stability. CAM engineers adjust tool paths, speeds, feeds, and workholding as quantities increase.
How Prototype Runs Differ from Small Batch Production
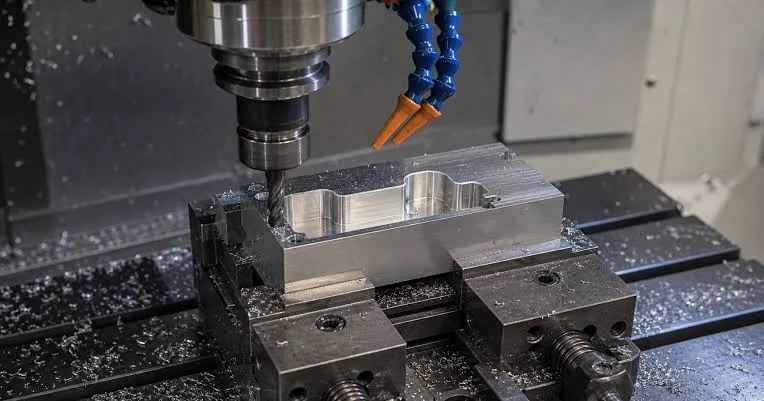
Prototype parts usually come in quantities of 1-10. We use manual setups or simple vises and accept longer cycle times per piece. Material is often chosen for availability rather than optimal machinability. What we typically see is that designers request changes after first samples, so we keep programs flexible with minimal hard fixturing.
Small batch moves to 10-200 pieces. Here we invest in better workholding and optimized tool paths because setup time becomes a bigger portion of total cost. This stage reveals most design issues that would explode in cost during mass production.
Key Differences When Scaling to Volume Production
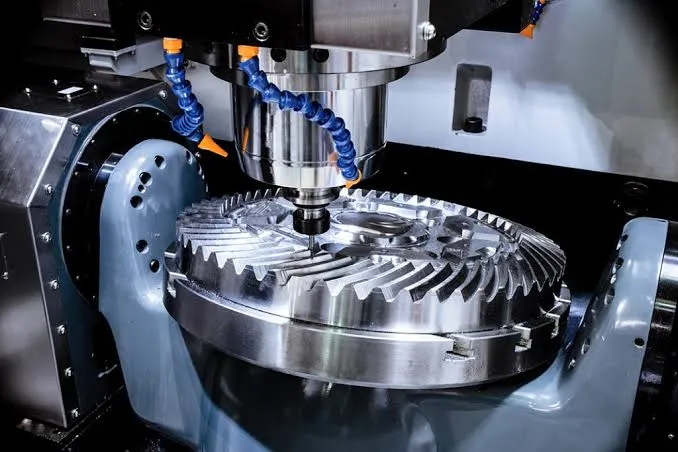
In volume production we redesign the entire machining approach. Multiple parts are fixtured together on tombstones or pallets. Cycle time per part drops dramatically through aggressive feeds, specialized tooling, and unattended operation. Tolerance strategies shift from open inspection to statistical process control with reduced sampling.
Material blanks are purchased in larger quantities with consistent grain direction. Surface finish requirements that were acceptable in prototypes may need process adjustments to maintain consistency across thousands of parts.
Design Optimization That Enables Smooth Scaling
During DFM review for scaling we look for features that drive cost in volume — deep pockets with small tools, numerous setups, tight tolerances on non-critical surfaces, and difficult-to-hold geometries. We suggest combining features, adding draft where possible, and standardizing hole sizes to reduce tool changes.
Wall thicknesses are reviewed for machining stability. Parts that require multiple flips in prototype stage get redesigned for single or double setup in production. These changes usually pay for themselves within the first hundred pieces.
Cost Control Strategies Across Different Production Stages
Prototype cost is dominated by programming and setup time. Small batch balances setup amortization with per-part machining. Volume production shifts focus to material utilization, tool life management, and machine utilization rates. We track these metrics separately and show designers the cost breakdown so they understand where design changes deliver the biggest impact.
Bulk material purchasing, standardized fixturing, and unattended machining are the main levers once quantities justify the investment. Ignoring these differences leads to prototype designs being pushed into production with unnecessarily high piece prices.
What Typically Goes Wrong When Skipping Transition Steps
Parts designed only for CNC prototype manufacturing often require extensive rework when volumes increase. Thin walls distort, critical features move out of position under production feeds, and fixture-induced stresses cause scrap. Lead times stretch because the shop must re-engineer the process mid-run, driving up costs and delaying delivery.
How Factories Bridge Prototype to Production Successfully
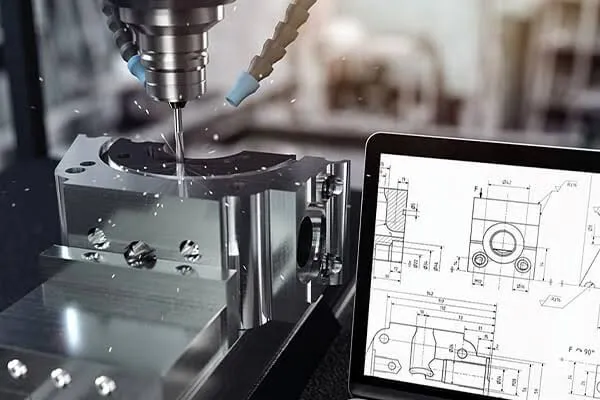
We recommend building a small pilot batch using near-production methods to validate design and process before full commitment. This reveals issues early while changes are still affordable. CAM programs are versioned separately for prototype and production so the same drawing can be used with different manufacturing approaches.
Material certification and process parameters are documented early so they transfer cleanly when scaling. Communication between designer and production team during the transition prevents most scaling problems.
When Full Production Optimization Is Not Required
Low-volume ongoing production sometimes stays with prototype-style setups if quantities do not justify dedicated fixturing. Custom low-volume enclosures or service parts often continue with flexible machining approaches. The decision depends on total lifetime volume and cost sensitivity. We provide clear quotes for each scenario so designers can make informed choices.
Understanding these transitions in CNC prototype manufacturing helps align expectations and avoid surprises when moving from samples to full production.







