In early 2026, we received a 4-layer rigid-flex PCB order combining FR-4 rigid sections with polyimide flex areas. With 260pcs quantity and IPC-III acceptance standards, this project demanded precise coordination between rigid and flex manufacturing processes. During CAM review, several critical DFM issues emerged regarding material stackup, copper clearance at board edges, via treatment, and process edge details.
Rigid-flex boards are inherently complex due to the different material properties and processing requirements between rigid and flex regions. This case highlights how even experienced designers can encounter manufacturability gaps that require engineering clarification to avoid defects in the final product.
4-Layer Rigid-Flex PCB Order Specifications and Hybrid Construction
This was a 4-layer rigid-flex PCB ( #RFP-20260427-074 ) with rigid areas using FR-4 TG155 material at 1.6mm thickness and 1oz copper throughout. The flex section consisted of 1-layer construction with 0.08mm thickness and 1/3oz copper, yellow coverlay, and white silkscreen. The rigid sections used green solder mask and white silkscreen. Key processes included ENIG surface finish, 0.3mm minimum hole size, 100% flying probe testing, V-cut depanelization in 2x2 format, and mixed forming methods (routing + laser).
The customer provided detailed manufacturing files, but discrepancies in edge clearance, via plugging, and process edge specifications required multiple EQ rounds before production could proceed safely.
Critical DFM Issues Identified in 4-Layer Rigid-Flex PCB CAM Review
1. Board Edge Clearance and Exposed Copper Risks in Rigid-Flex Designs
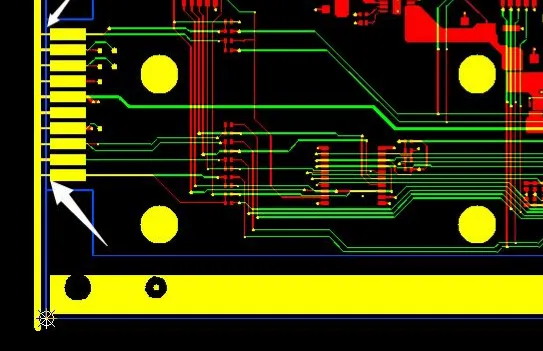
We noticed multiple pads were positioned too close to the rigid-flex board outline. After analysis, our engineer determined that maintaining full pad integrity would result in exposed copper after routing, while pulling back too much would remove copper from the hole barrel.
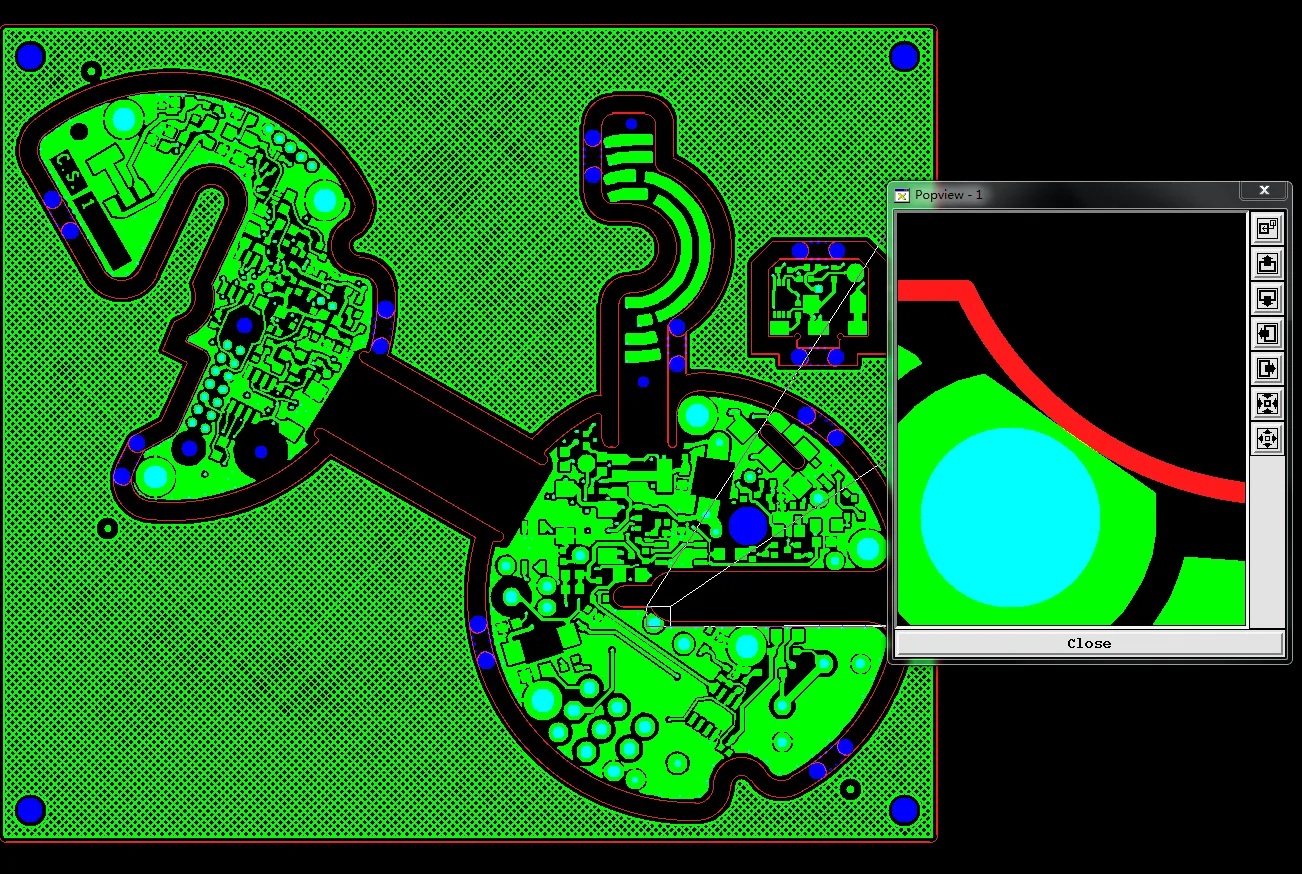
Figure 1: multiple pads are positioned too close to the board outline
We raised an EQ asking the customer to accept exposed copper in these areas. In rigid-flex constructions, tight tolerances between rigid and flex transitions make edge clearance particularly challenging. If ignored, this could lead to copper peeling, short circuits along the edge, or weakened hole connections after mechanical stress.
Based on IPC-A-600 criteria, exposed copper near edges increases defect risk, especially in high-volume orders like this 260pcs batch. Our team recommended accepting limited exposed copper to preserve via reliability.
| Feature | Recommendation | Risk if Insufficient |
|---|---|---|
| Pad to Outline | Sufficient for via integrity | Exposed copper or peeling |
Table 1: Rigid-Flex Board Edge Clearance Guidelines
2. Rigid-Flex Stackup and Thickness Confirmation
The customer provided a stackup reference. We compared it against our material library (FR-4 S1150G for rigid and SF305C for flex) and requested confirmation on final thicknesses: 1.6±0.16mm for rigid areas and 0.12±0.05mm for flex regions, with 1oz outer and 0.5oz inner copper.

Figure 2: rigid-flex stackup and thickness
After reviewing the stackup, we found that mismatched material compression could affect the transition zone. We suggested adjustments to ensure reliable bonding between rigid and flex sections. Proceeding without confirmation risked delamination at the rigid-flex interface or warpage, common failure modes in hybrid constructions under thermal cycling.
3. Via Treatment and Plugging Clarification
The Gerber data showed a VIA PLUG layer alongside standard cover oil requirements. Some vias had solder mask openings. We asked for confirmation on whether these required resin plugging plus copper plating fill, noting the additional cost involved.
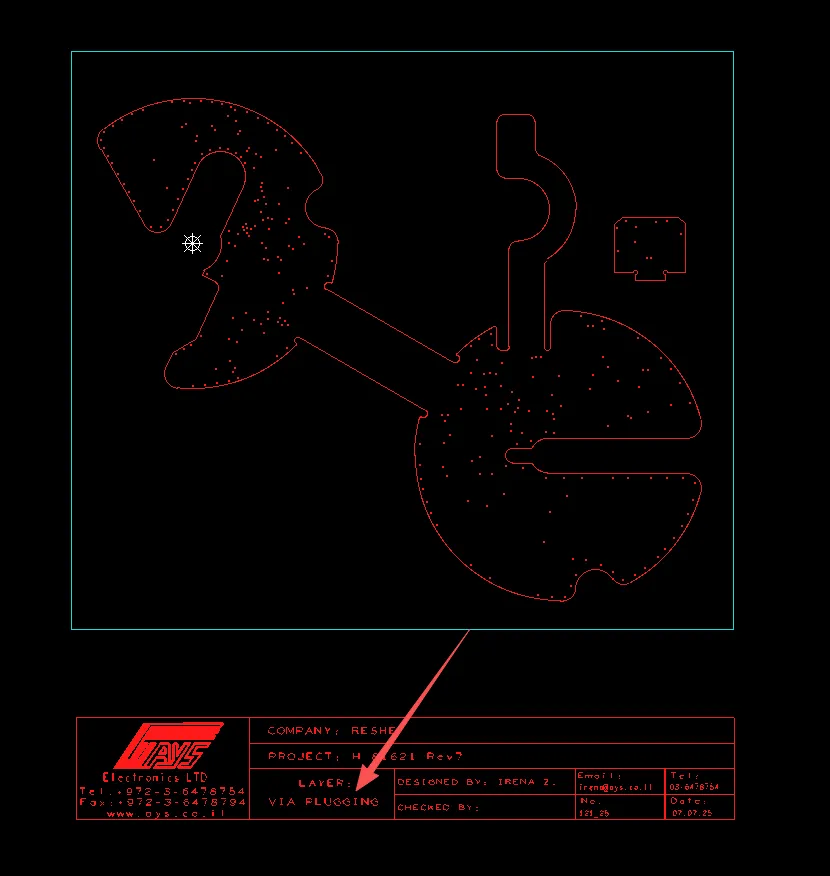
Figure 3: a VIA PLUG layer
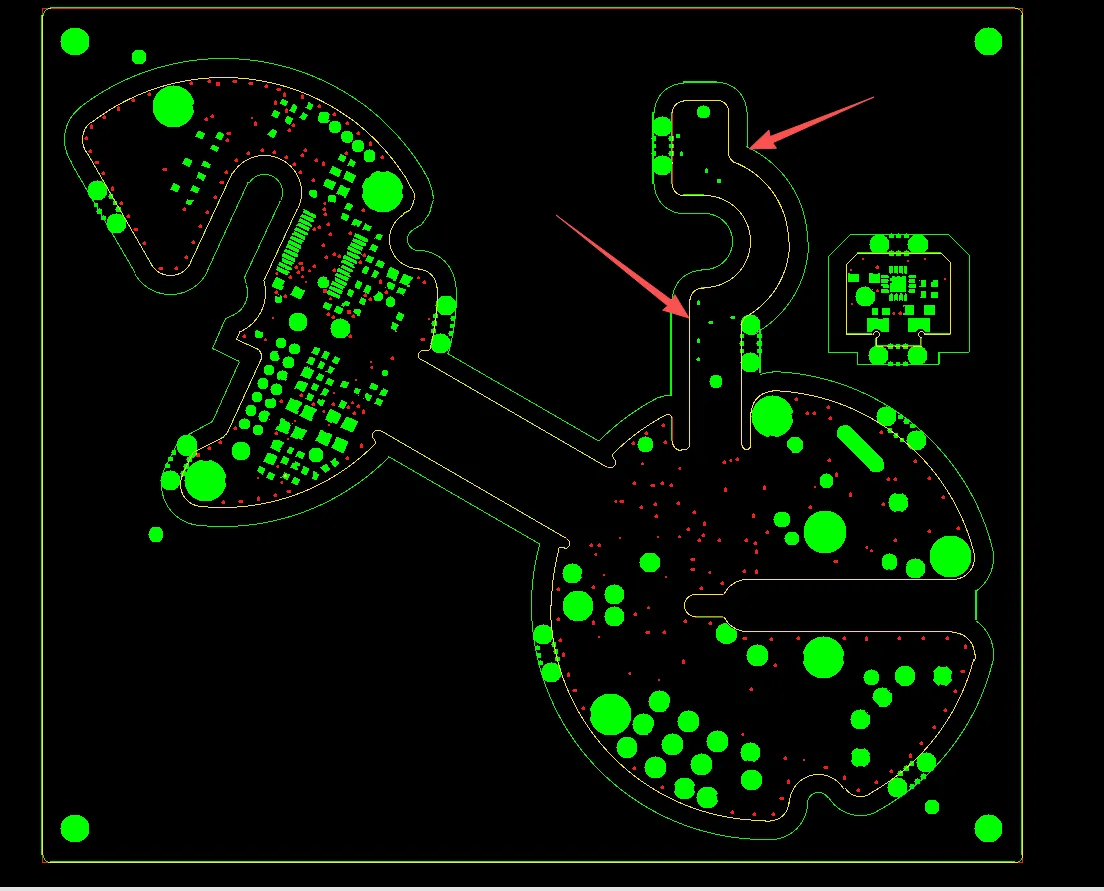
Figure 4: some vias had solder mask openings
Our CAM engineer identified that not all vias needed plugging. We proposed following the VIA PLUG layer for specific holes while applying standard cover for others. Incorrect via treatment in rigid-flex boards can cause resin voids or plating cracks, leading to open circuits or reliability failures during assembly.
4. Silkscreen Proximity and Process Edge Details
Characters were too close to pads, requiring minimum 0.2mm clearance. We informed the customer that we would remove or accept incomplete legend where space was insufficient. Additional EQs covered process edge modifications including glue dots, copper mesh, and R1.0mm corner rounding.

Figure 5: characters were too close to pads
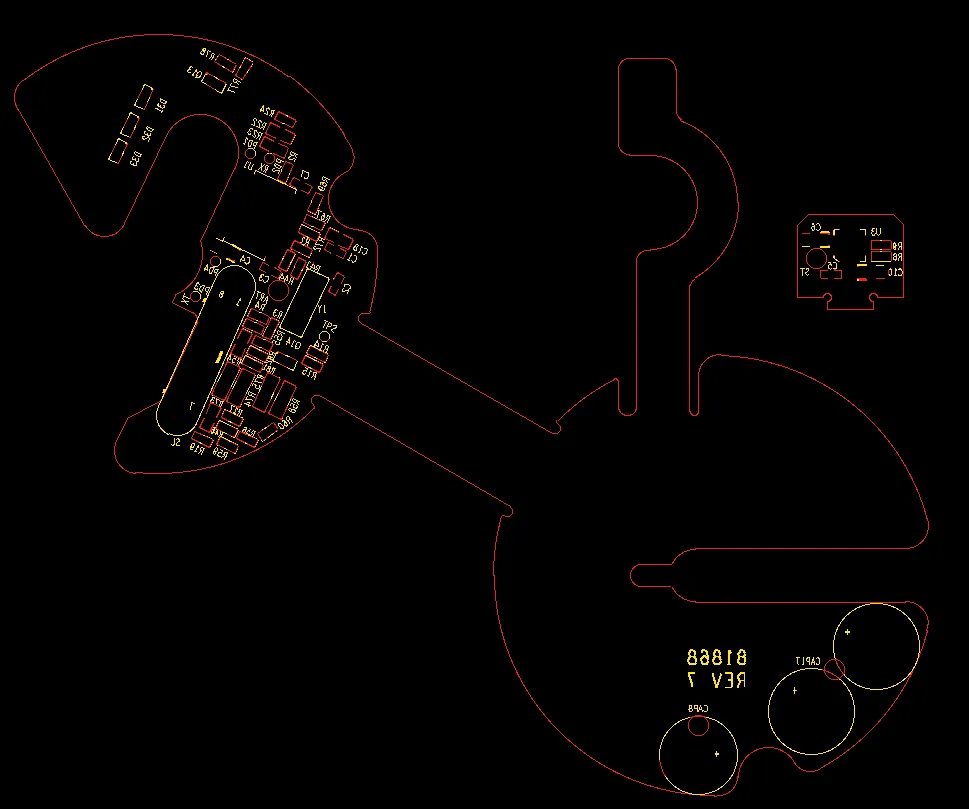
Figure 6: characters were too close to pads
Key Manufacturing Risks in Rigid-Flex PCB Production
This rigid-flex project revealed typical challenges in hybrid designs:
- Tight pad-to-edge clearance often forces trade-offs between exposed copper and hole integrity.
- Inconsistent via plugging specifications between layers can lead to unreliable connections.
- Stackup mismatches between customer intent and factory materials increase delamination risk.
- Process edge details (corners, mesh, glue) require early confirmation for stable panelization.
If these issues had gone unaddressed, consequences could include copper peeling at edges, via cracking in flex-rigid transitions, board warpage affecting PCB assembly, and cosmetic defects from legend on pads. In past rigid-flex jobs, unconfirmed edge clearance resulted in yield loss due to edge shorts.
Collaborative EQ Resolution for Rigid-Flex Manufacturing
We provided annotated images for each concern and suggested practical compromises. The customer accepted limited exposed copper at critical pads, confirmed the stackup with our materials, and clarified via plugging requirements. Process edges were updated with rounded corners and proper mesh.
Our team optimized the solder mask openings and legend placement to maintain 0.2mm clearance. This iterative communication ensured all special requirements were met while protecting manufacturing yield.
Successful Production Release After Rigid-Flex DFM Alignment
Following full engineering confirmation on stackup, edge treatment, via plugging, and process details, the job was approved and released for production under IPC-III standards.
Essential DFM Guidelines for 4-Layer Rigid-Flex PCB Design
- Maintain sufficient copper clearance to board outline in rigid-flex designs to balance edge integrity and via reliability.
- Clearly specify via plugging requirements using dedicated layers and reference images.
- Provide detailed stackup drawings including rigid and flex thickness tolerances.
- Ensure legend elements have at least 0.2mm clearance from pads to avoid deletion or defects.
- Define process edge requirements (corners, mesh, glue dots) early in the design phase.
- Account for different solder mask and coverlay treatments between rigid and flex areas.
- Verify solder mask outline windows to prevent unwanted white borders on finished boards.
| Area | Recommendation |
|---|---|
| Edge Clearance | Balance pad integrity and via reliability |
| Via Treatment | Specify plugging clearly |
| Stackup | Provide detailed rigid/flex thicknesses |
Table 2: Rigid-Flex PCB DFM Best Practices
FAQ
Q1: Why is edge clearance critical in rigid-flex PCBs?
A1: Tight spacing often leads to exposed copper or compromised via barrels after routing. Accepting minor exposed copper is sometimes necessary to maintain hole integrity.
Q2: What is the risk of unclear via plugging specifications?
A2: Mismatched treatment can cause incomplete filling, leading to voids, plating cracks, or unreliable electrical connections in the rigid-flex transition zones.
Q3: Why adjust solder mask outline windows?
A3: Oversized openings (e.g. 0.5mm) create visible white borders. Reducing to standard 0.2mm improves cosmetic appearance and edge protection.
Q4: How should designers handle silkscreen near pads?
A4: Maintain minimum 0.2mm clearance. Closer elements are typically removed or result in incomplete/fuzzy legend during production.
Q5: Why confirm stackup with factory materials?
A5: Different cores and prepregs affect final thickness and bonding strength. Factory validation ensures the rigid-flex transition meets specified tolerances.