In a recent 4-layer FR4 order, our engineering team identified several manufacturability concerns during the standard CAM review process. These issues centered on non-plated slot dimensions, external trace extensions, gold finger bevel requirements, and panelization spacing. Through proactive clarification with the customer, we ensured the design could move into production with minimized risks to yield and long-term reliability.
4-Layer FR4 PCB Project Details and DFM Review Needs
This 4-layer FR4 board ( #FR4-20260403-059 ) (TG170, 1.6mm finished thickness, 1oz copper inner/outer) was specified for ENIG surface finish, red solder mask, and white silkscreen. The panelization used a 1x5 array with mechanical forming, targeting 375 pieces. The design included gold fingers requiring beveling and specific non-plated slots measuring 0.5mm in the provided data.
From a DFM perspective, even seemingly straightforward parameters can introduce production variability if not verified against actual fabrication capabilities. Our review focused on preventing issues that could lead to dimensional inaccuracies, copper exposure, or assembly complications downstream.
CAM Review Findings on Slots, Traces, and Gold Fingers
During the initial file analysis, our CAM engineer noted inconsistencies between the Gerber data, drill files, and fabrication notes. The client-provided panel outline did not clearly indicate tab locations, prompting reference to supporting images. More critically, non-plated slots were defined at 0.5mm finished size, while traces extended beyond the board outline on both sides. The gold finger region also required confirmation on bevel presence and solder mask window configuration.
These observations triggered Engineering Questions (EQs) because proceeding without confirmation risked misalignment with standard process tolerances for routing, plating control, and edge finishing.
Main Manufacturability Risks in Non-Plated Slots and Gold Fingers
The top risks were:
- Non-plated slot dimensional control (0.5mm target for copper-free slots).
- Trace extensions beyond the mechanical outline risking post-routing copper exposure or incomplete removal.
- Gold finger bevel and dual-side solder mask opening configuration.
- Panelization spacing between process edges and individual boards (set to 2.54mm).
Each of these could impact mechanical integrity, electrical performance, or cosmetic quality if left unaddressed.
| Risk Area | Observed Condition | Potential Impact |
|---|---|---|
| Non-Plated Slots | 0.5mm finished, no copper | Undersized slots leading to tool wear or breakout |
| Gold Fingers | Bevel + solder mask windows unclear | Poor connector mating or solder mask interference |
| Outline Traces | Lines extending outside board | Exposed copper or shorting after routing |
Non-Plated Slot Dimension Adjustment for Routing Stability
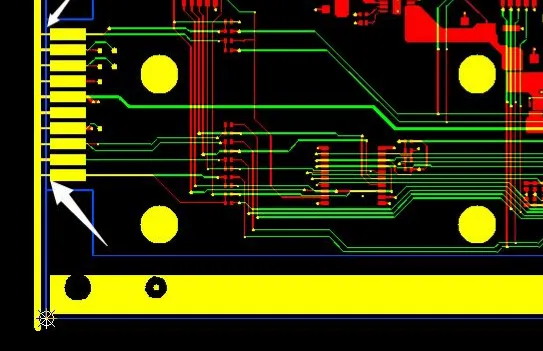
The provided data specified 0.5mm finished slots that were non-plated. In practice, for copper-free slots, maintaining exact dimensions can be challenging due to routing tool dynamics and material behavior. Our team recommended controlling these at 0.55mm finished size to ensure clean slot formation without excessive tool stress or dimensional deviation.
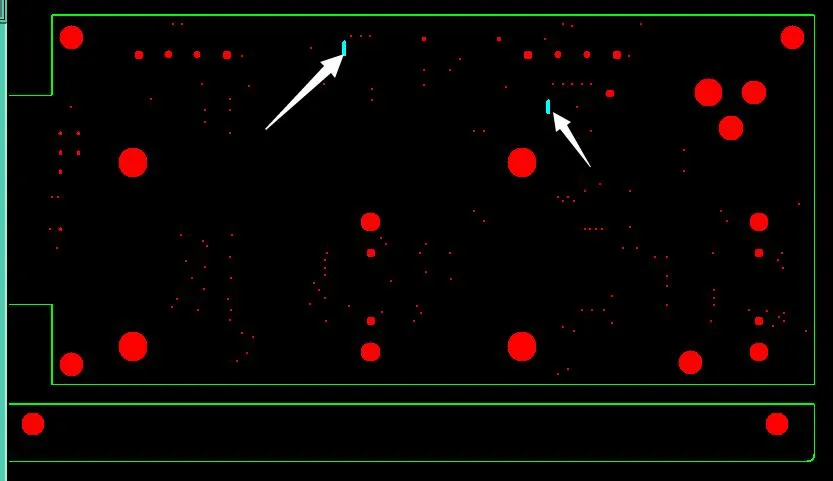
Figure 1: two slots are none plated
If ignored, slots could end up undersized, leading to assembly fit issues or increased mechanical stress during depanelization. The customer confirmed acceptance of the 0.55mm adjustment, aligning the design with standard routing capabilities for FR4 material.
Removing External Trace Extensions to Prevent Edge Copper Issues
Traces extending beyond the board outline on both layers posed a clear risk of copper remnants after mechanical routing. Without clarification, this could result in exposed copper at edges, violating IPC-A-600 acceptability criteria for edge conditions and potentially causing shorts or reliability concerns in humid environments.
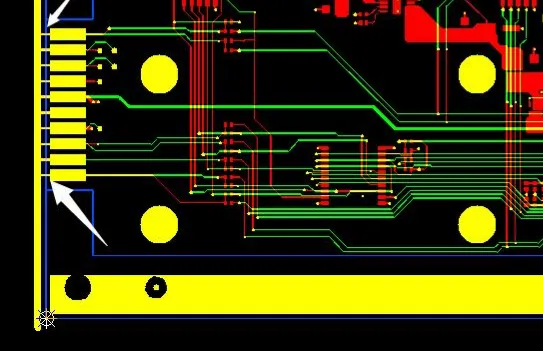
Figure 2: traces extending out of the board outline
The engineering decision was to delete external lines per standard copper clearance practices. This preventive step eliminated the risk of incomplete removal during the panel routing process.
Gold Finger Bevel Confirmation and Solder Mask Window Setup
Gold fingers required bevel confirmation, as the supplied images were inconclusive. Additionally, the solder mask needed specific open-window treatment on both sides to avoid interference with connector insertion. The customer confirmed the need for beveling and accepted the proposed solder mask openings as shown in reference images.
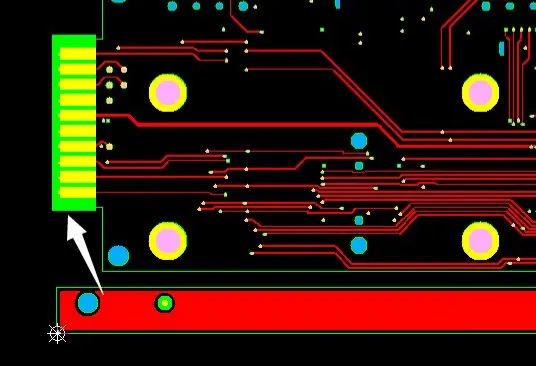
Figure 3: fabricate the finger position with full solder mask openings
This clarification was essential because improper bevel or mask coverage could lead to poor contact reliability or assembly failures.
| Parameter | Original Data | Confirmed Adjustment | Rationale |
|---|---|---|---|
| Slot Size | 0.5mm finished | 0.55mm finished | Routing tolerance for non-plated features |
| Gold Finger Mask | Unclear | Open windows both sides | Connector compatibility |
Manufacturing Defects Prevented Through EQ Resolution
Had these issues been ignored, several realistic manufacturing problems could have emerged. Undersized non-plated slots might have caused router bit deflection or incomplete slot formation, resulting in boards that fail mechanical fit checks during assembly. Exposed copper from unrouted traces could lead to edge shorts, corrosion over time, or failures during electrical testing.
For the gold fingers, missing bevel confirmation risked improper connector mating, while incorrect solder mask windows could cause bridging or poor contact resistance. In high-volume production (375 pcs), these could translate to significant yield loss, scrap boards, and costly rework. According to IPC-A-600 standards, edge copper exposure and dimensional deviations often classify as defects that impact Class 2 or Class 3 acceptability.
Panel spacing adjustments to 2.54mm also prevented potential V-score or routing instability between boards and process edges.

Figure 4: the provided outline does not include a gap between the edge and the single piece
DFM Adjustments and Collaborative EQ Resolution Process
Our DFM team recommended the slot enlargement to 0.55mm for process stability, deletion of external traces with standard copper clearance, confirmation of gold finger bevel, and specific solder mask open windows. Panel spacing was standardized at 2.54mm for reliable depanelization.
These changes were presented with clear engineering rationale tied to fabrication tolerances and IPC guidelines. The customer promptly confirmed all points, including acceptance of the solder mask configuration for gold fingers. This collaborative approach ensured the order parameters were updated accurately before production release.
Benefits of Early DFM for Long-Term PCB Reliability
By addressing these details early, we reduced the likelihood of post-fabrication defects that could compromise long-term reliability. Proper slot dimensions prevent mechanical stress concentrations, while clean edge conditions and correct gold finger preparation support robust connector performance. This case underscores that DFM is not merely about "can it be built," but about optimizing for stable, repeatable production outcomes.
Engaging early in the process allows designers and manufacturers to align on practical constraints, ultimately delivering higher first-pass yield and more reliable end products.
FAQ
Q1: Why do non-plated slots often require slight enlargement during fabrication?
A1: Routing tools for non-copper slots experience material-specific behavior in FR4. A minor adjustment (e.g., 0.5mm to 0.55mm) ensures clean formation without excessive tool wear or dimensional variation, reducing breakout or fit risks.
Q2: What risks arise if traces extend beyond the board outline?
A2: Post-routing, remnants can cause exposed copper at edges, leading to shorts, corrosion, or cosmetic rejects. Deleting external features per DFM guidance maintains clean board perimeters and IPC compliance.
Q3: Why is gold finger bevel and solder mask confirmation important?
A3: Bevel ensures proper connector insertion force and contact. Open mask windows prevent solder mask from interfering with plating or mating surfaces. Unconfirmed details can result in assembly failures or signal instability.
Q4: How does panelization spacing affect yield?
A4: Inadequate spacing between boards and process edges can cause routing instability or damage during depanelization. Standardizing at values like 2.54mm improves mechanical stability and reduces edge defects.
Q5: Can minor DFM adjustments impact long-term PCB reliability?
A5: Yes. Proper edge conditions, slot dimensions, and surface preparations reduce stress concentrations and contamination risks, directly supporting better thermal, mechanical, and electrical performance over the product lifecycle.
Q6: When should designers engage DFM review for complex features like gold fingers?
A6: As early as possible, ideally before final Gerber release. Proactive review catches ambiguities in bevels, masks, and outlines that automated checks might miss, preventing production delays and quality issues.