HDI stackup design mistakes show up in almost every complex board review. When layers get added for high-density interconnect, small decisions compound fast during lamination and drilling. I've seen boards that looked perfect on the screen fail basic fab checks or worse, pass fab only to have reliability issues in the field.
The primary keyword here is understanding HDI stackup design mistakes before they hit manufacturing. Let's walk through the ones that bite most often.
Missing Critical Stackup Details Early in the Process
One of the fastest ways to create problems is sending a partial stackup. Engineers often define layer count and rough thicknesses but skip material types, glass styles, or copper weights for inner layers. Fab houses can't quote accurately or set up press cycles without this.
In HDI, where you might have multiple laser-drilled microvia layers, this gap forces assumptions. Those assumptions rarely match what you intended for impedance or thermal performance.
Choosing Incorrect Dielectric Thicknesses for Microvia Layers
HDI stackup design mistakes frequently center on dielectric thickness between laser via layers. Many designers pick 50μm or 60μm prepreg because it sounds good for density, but ignore actual pressed thickness after lamination.
Real pressed thickness varies with glass style and resin content. A common failure is specifying a dielectric that ends up too thin for reliable laser drilling depth control or too thick for the target impedance. I've reviewed boards where the effective dielectric after press was 15-20% off from nominal, killing impedance targets.
Why This Happens in Layout
During initial placement, it's easy to focus on routing channels and forget that prepreg flows and compresses differently than core material. High resin content prepregs are great for filling, but they thin more under pressure.
Selecting the Wrong Core Material or Thickness
Core choice drives a lot of downstream HDI stackup design mistakes. Using a thin core for density sounds logical, but many standard cores have higher CTE or different resin systems that don't match the build-up materials.
This mismatch shows up during lamination as bow and twist or delamination risks. For high layer count HDI, sticking with cores around 0.1mm to 0.2mm with compatible resin systems avoids a lot of headaches.
Failing to Meet Overall Board Thickness Targets
Total thickness is often an afterthought. You build the stackup layer by layer for electrical reasons, then discover the final board is 1.8mm when the enclosure expects 1.6mm ±0.1mm.
In HDI, each additional buildup pair adds variability. Tolerance stacking becomes critical. A good practice is running the full stackup calculation early, including copper thicknesses after etching, and building in 5-8% margin depending on layer count.
Losing Control of Impedance Due to Stackup Variability
Impedance control failures are probably the most expensive HDI stackup design mistakes. Differential pairs on outer layers or striplines buried in buildup layers are extremely sensitive to dielectric thickness and copper etch tolerances.
Typical HDI tolerances on thin dielectrics can swing impedance by 10-15% if not accounted for. Specifying reference layers clearly and using symmetric stackups helps, but you still need to talk to your fab about their process capabilities for the specific materials.
Ignoring Lamination Risks in Sequential Buildups
Multiple lamination cycles in HDI increase the chance of inner layer misalignment or resin starvation. Designers sometimes push too many layers without considering press cycle limits or material flow characteristics.
A common observation is that asymmetric copper distribution across layers leads to uneven pressure and potential voids around dense BGA areas. Balancing copper as much as possible, even if it means adding thieving patterns, pays off during pressing.
Material Compatibility Issues
Mixing high-Tg and standard materials without verifying compatibility is another frequent issue. The press temperatures and times need to work for every layer.
Overlooking Copper Balance and Symmetry
HDI boards warp easily if copper percentages differ significantly between sides of the core or throughout the stack. This isn't just aesthetics — it affects registration for laser vias and long-term reliability under thermal cycling.
Aim for copper distribution within 15-20% layer to layer where possible. This is especially important around high-density areas.
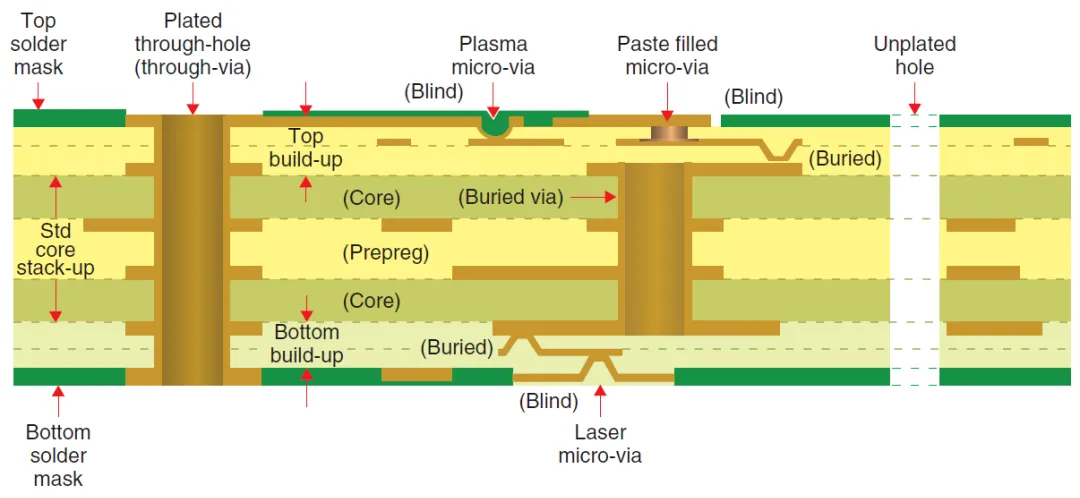
Inadequate Via Structure Definition
Stackup mistakes often extend to via definitions. Not specifying stacked vs. staggered microvias or skipping depth control requirements leads to manufacturing guesses.
Laser via aspect ratios matter. Going beyond 0.8:1 or so with certain materials risks incomplete plating or weak connections.
Recommended Figure: Good vs. problematic HDI via stack configurations showing registration and plating concerns.
Underestimating Material Tolerances and Availability
Exotic thin dielectrics or special glass styles look great in simulation but may have long lead times or wide tolerances. Standard materials with known fab performance reduce risk.
Always check with your manufacturer on preferred stackup materials before finalizing the design.
Poor Documentation of Build Sequence and Process Flow
Even a solid electrical stackup can fail if the sequential lamination order isn't clearly documented. Some designers assume the fab will figure it out, but that leads to unnecessary cycles or compromised via reliability.
Key Lessons for Avoiding HDI Stackup Design Mistakes
The biggest takeaway is to treat the stackup as a living document that gets reviewed with manufacturing early. Small adjustments in dielectric selection or copper weights can prevent major issues downstream.
Run full tolerance analysis. Document everything — materials, pressed thicknesses, copper distribution. And when in doubt, use proven material combinations rather than pushing the limits on every parameter.
Following these practices keeps HDI boards manufacturable and reliable without constant back-and-forth during DFM reviews. The boards that succeed are the ones where stackup decisions were made with fabrication constraints in mind from the start.