Introduction
Ball Grid Array (BGA) components dominate modern electronic designs due to their high pin counts and compact footprints. However, routing signals from these dense arrays to accessible traces presents significant challenges in PCB layout. Engineers must optimize BGA breakout cost by carefully balancing electrical performance with manufacturing expenses. Key factors include layer count, via structures, and routing density, all of which directly influence fabrication costs. This article explores strategies to achieve efficient BGA breakouts while maintaining signal integrity and reliability. By understanding these tradeoffs, designers can reduce overall BGA breakout fabrication cost without compromising functionality.
What Is BGA Breakout and Why It Matters
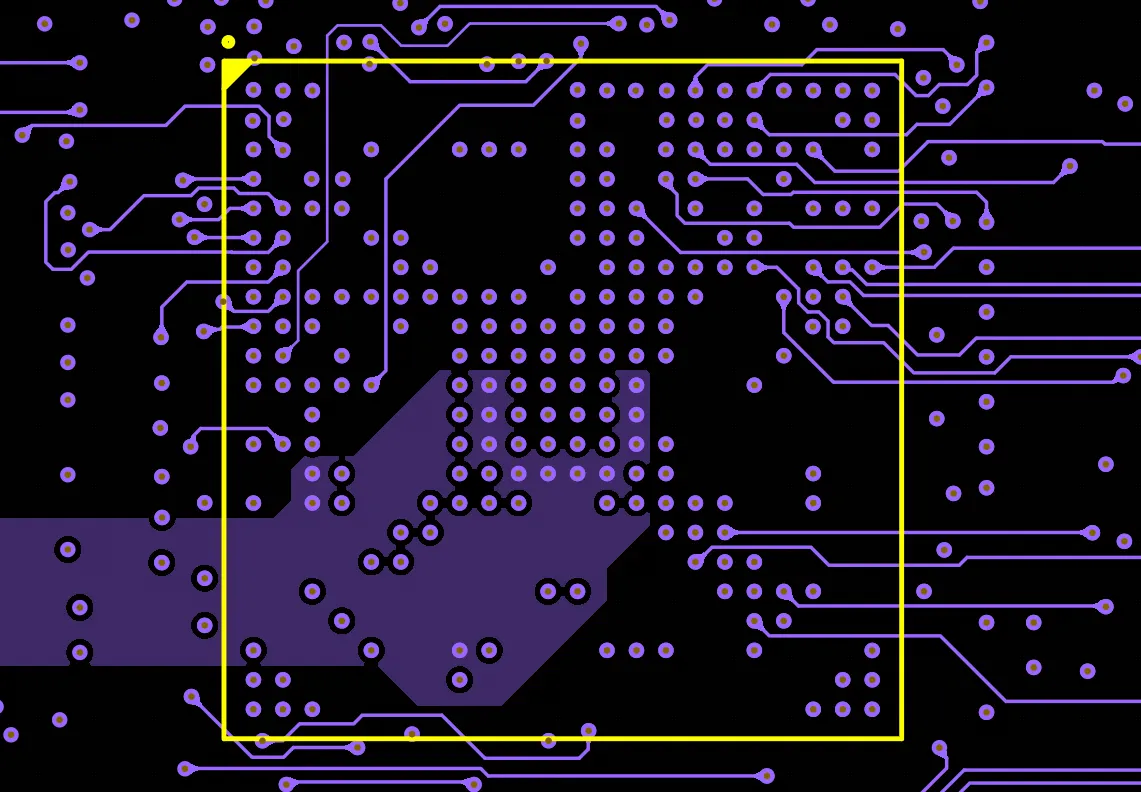
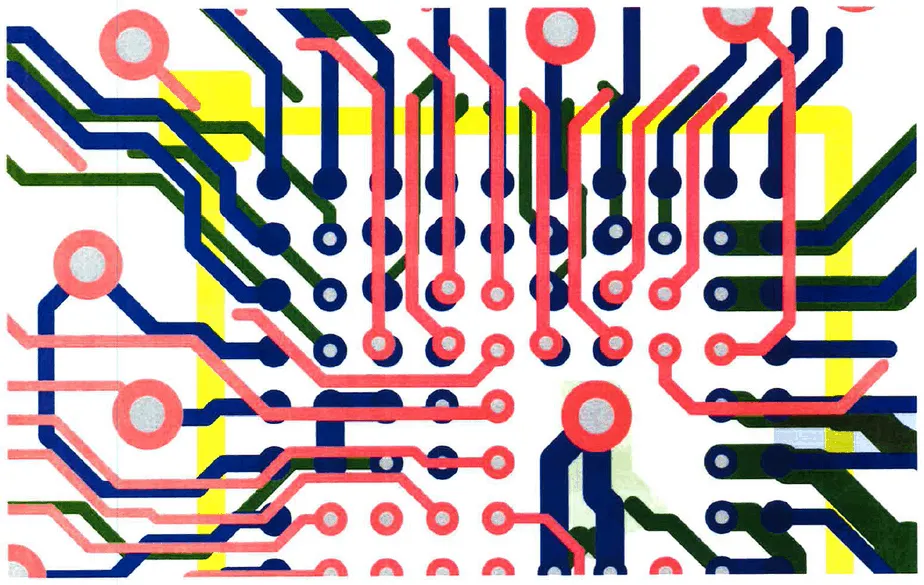
BGA breakout refers to the process of fanning out fine-pitch connections from BGA balls to wider traces or test points on the PCB. This escape routing handles the transition from high-density under the component to standard routing channels. In high-performance applications, such as processors and FPGAs, effective breakout ensures low crosstalk and controlled impedance. Poorly designed breakouts lead to signal degradation, increased EMI, and assembly failures. For electrical engineers, mastering BGA breakout layer count is crucial because it drives both electrical performance and production economics. As device pitches shrink, the pressure to minimize layers while preserving integrity intensifies.
Manufacturing costs escalate with complexity in breakout regions. Higher layer counts require additional lamination cycles, drilling, and plating steps, inflating BGA breakout cost—a significant variable in how PCB and assembly pricing is estimated. Conversely, aggressive routing on fewer layers risks yield issues. Industry standards like IPC-2221 provide guidelines to ensure manufacturability while balancing performance and budget.
Technical Principles Behind BGA Breakout Costs
The core of BGA breakout cost lies in layer utilization and via technology. Standard through-hole vias consume significant breakout area, often necessitating multiple layers for escape routing. Finer pitches demand tighter trace-to-trace spacing, pushing designs toward higher densities. Electrical performance hinges on maintaining characteristic impedance through the breakout zone, where discontinuities from vias can introduce reflections. Factory processes favor designs with consistent drill sizes and plating thicknesses to maximize yields. Engineers evaluate BGA breakout layer count based on pitch, pin density, and routing escape channels available per row.
Via types play a pivotal role in cost-performance tradeoffs. Through vias span the full board thickness, blocking inner layer routing and increasing stub effects that degrade high-speed signals. Blind and buried vias connect specific layers, freeing up space and reducing layer count. Microvias, common in HDI boards, enable direct fanout from BGA pads, minimizing breakout area. However, these advanced structures raise fabrication costs due to laser drilling and sequential lamination. Adhering to IPC-6012 specifications ensures via reliability under thermal stress.
Material choices and stackup configuration further impact BGA breakout fabrication cost. Thinner dielectrics support finer lines but complicate registration during multilayer buildup. Core materials with low CTE mismatch prevent warpage around BGA sites. Power and ground plane proximity in the stackup aids decoupling and return paths, enhancing performance. Simulations verify impedance before committing to a layer count. These principles guide engineers in selecting stackups that optimize both electrical margins and manufacturing efficiency.
Practical Solutions for Cost-Optimized BGA Breakouts
Start with pitch analysis to determine feasible fanout strategies. For coarser pitches around 1 mm, dogbone fanouts on two outer layers suffice, keeping BGA breakout layer count low. Staggered vias alternate between layers to double escape density without HDI. Assign power and ground balls first to planes, freeing signal rows for routing. This approach reduces overall layers by 20-30 percent in many designs. Verify routing channels using perimeter calculations: escape width equals pitch minus pad and via clearances.
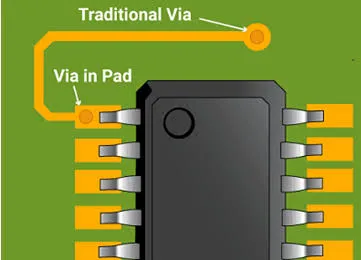
Via-in-pad techniques streamline fine-pitch breakouts. Plated and filled vias directly under BGA pads eliminate dogbone traces, shrinking the footprint. This method suits pitches below 0.65 mm but requires back-drilling or capping to prevent solder wicking. Combine with blind vias for transitions to inner layers, further cutting BGA breakout cost. Electrical engineers prioritize filled vias for high-speed signals to minimize stubs. Factory feedback confirms that consistent via plating per IPC-6012DS enhances reliability in HDI stackups.
Optimize stackup for symmetric buildup to control warpage. Pair signal layers with planes for impedance stability, targeting 50 ohms single-ended or 100 ohms differential. Reduce BGA breakout fabrication cost by minimizing microvia layers; use 1+n+1 HDI only where essential. Route critical nets first from inner rows, using swing vias for deeper escapes. Post-layout DFM checks flag aspect ratios exceeding 10:1. These practices yield boards with balanced performance and economics.
Hybrid approaches blend standard and HDI elements. For mid-range densities, employ buried vias in the core for power distribution, reserving microvias for signals. This hybrid cuts sequential steps versus full HDI, serving as one of the most effective ways to reduce PCB manufacturing costs in high-density projects. Simulate breakout impedance with field solvers to validate before fabrication and collaborate early with manufacturers on drill tables.
Case Study: Optimizing a High-Density Processor Board
Consider a processor BGA with over 1000 pins at 0.8 mm pitch. Initial 12-layer design used full through-via fanout, driving high BGA breakout fabrication cost from excessive layers. Engineers switched to via-in-pad on outer layers and blind vias to layer 4, reducing to 8 layers. Staggered routing escaped 80 percent of signals on two layers. Power planes handled ground balls, minimizing signal layers. Final stackup met impedance specs, with warpage under control.
Performance validation showed clean eye diagrams at multi-Gbps speeds. Manufacturing yields improved due to fewer vias and standard drills. Total BGA breakout cost dropped significantly without HDI premiums. This case illustrates layer minimization through strategic fanout. Electrical teams replicated it across product lines, proving scalability.
Conclusion
BGA breakout cost optimization demands a holistic view of electrical and manufacturing constraints. Key levers include fanout topology, via selection, and stackup planning. Reducing BGA breakout layer count preserves performance while curbing expenses. Standards like IPC-2221 and IPC-6012 guide reliable implementations. Engineers who prioritize DFM early achieve prototypes that scale to production. Future designs will lean on advanced vias as pitches tighten, but balanced approaches ensure viability today.
FAQs
Q1: How does BGA breakout layer count affect overall fabrication costs?
A1: BGA breakout layer count directly scales with lamination and drilling steps, making it a primary driver of PCB expenses. Fewer layers reduce material use and process complexity, lowering BGA breakout cost by simplifying buildup. However, aggressive minimization risks routing congestion and signal issues. Optimal counts depend on pitch and pinout; simulations help validate tradeoffs. Factory standards ensure yields remain high.
Q2: What strategies minimize BGA breakout fabrication cost without sacrificing performance?
A2: Prioritize dogbone or staggered fanouts for coarser pitches to limit layers. Use via-in-pad for density, filled to control impedance. Symmetric stackups prevent warpage, aiding assembly. Route power first to planes, freeing signals. DFM reviews catch cost drivers early. This balances BGA breakout cost with electrical margins per industry guidelines.
Q3: When should HDI be used for BGA breakout cost optimization?
A3: HDI suits pitches below 0.65 mm where standard vias exhaust channels. Microvias enable tighter escapes, potentially reducing total layers versus thick standard boards. Weigh added sequential lamination against savings. For mid-density, hybrids suffice. Evaluate via costs against layer reductions for net BGA breakout fabrication cost benefits.
Q4: How do IPC standards influence BGA breakout design decisions?
A4: IPC-2221 defines trace, space, and via rules for manufacturability. IPC-6012 specifies performance for rigid boards, guiding plating and reliability. These ensure designs avoid yield killers like excessive aspect ratios. Compliance streamlines quoting and production. Engineers reference them to optimize BGA breakout layer count effectively.
References
IPC-2221B — Generic Standard on Printed Board Design. IPC, 2009
IPC-6012DS — Qualification and Performance Specification for High Density Interconnect (HDI) Printed Boards. IPC, 2015
IPC-6012E — Qualification and Performance Specification for Rigid Printed Boards. IPC, 2017