In HDI BGA fanout design, the smallest layout decisions hit hardest during assembly. We've seen tight pitch packages where vias placed too aggressively under the BGA or pad geometries that looked fine in CAD caused solder defects once the board hit the line. These aren't exotic failures — they're the direct result of pushing density without matching manufacturing realities.
How Via Positioning in HDI BGA Fanout Creates Solder Escape Paths
Engineers often route microvias directly adjacent to BGA pads to maximize inner layer real estate. It makes sense on paper — you escape the signal, drop to the next layer quickly, and keep the outer layer clean. But in HDI with 0.4mm or 0.35mm pitch, that proximity turns into a solder wicking path during reflow.
The via barrel, even when tented, can pull solder away from the pad if the mask doesn't fully isolate it. We've reviewed plenty of designs where the via-to-pad copper clearance was under 0.1mm. During assembly, solder flows down the via instead of staying on the pad. Result? Open joints or weak fillets on the BGA balls.
Factory capability plays a big role here. Standard laser drilled microvias have their own registration tolerances, typically ±0.05mm or tighter in good processes, but combined with solder paste printing variation it adds up fast.
Why Staggered Microvias Sometimes Backfire
Staggered vias help with aspect ratio and reliability, but they require more careful annular ring management. If the outer layer pad for the via sits too close to the BGA pad, the solder mask web between them becomes marginal. One slight shift in mask alignment and you lose isolation.
BGA Pad Design Choices That Amplify Assembly Risks in HDI
NSMD pads are common in HDI BGA fanout design for better solder joint strength, but many layouts still use oversized pads trying to compensate for registration. That extra copper creates solder mask clearance headaches at fine pitch.
A typical 0.4mm pitch BGA might call for 0.25mm pads. Push the pad diameter much beyond that and the solder mask dam between pads drops below 0.05mm — right at the edge of reliable printing. During paste deposition, bridging becomes almost inevitable on high-volume lines.
IPC-7351 gives good starting points, but real production often needs tighter control. We've seen designs where pad-to-pad spacing left less than 0.1mm for mask — fine for prototype shops but painful at scale.
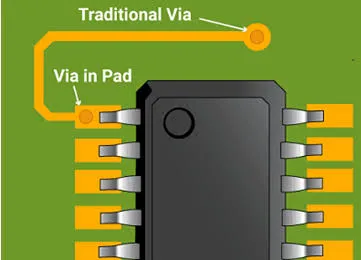
Via-in-Pad Decisions and Their Assembly Impact
Via-in-pad looks efficient in HDI BGA fanout design. It frees up routing channels and shortens signal paths. The catch comes with via fill quality. Incomplete plating or resin fill leaves a dimple that traps flux or causes voiding under the ball.
Not every fab fills vias the same way. Some use conductive paste, others plated shut. If the via isn't flat to within 25 microns, solder paste volume varies across the array. Center balls might sit lower, creating uneven joint heights and potential reliability cracks over thermal cycles.
Solder Mask Registration Challenges Specific to HDI BGA Fanout
HDI builds with multiple laser vias and thin dielectrics expand more during lamination. Solder mask alignment to the outer copper suffers. A common DFM flag is mask openings that overlap adjacent pads or leave insufficient dam width.
In 0.35mm pitch areas, even 0.03mm of mask shift can expose copper on neighboring pads. During wave or selective soldering nearby, or just reflow, you get shorts. LPI mask has its limits on fine features — sometimes switching to dry film helps but changes the entire process stack.
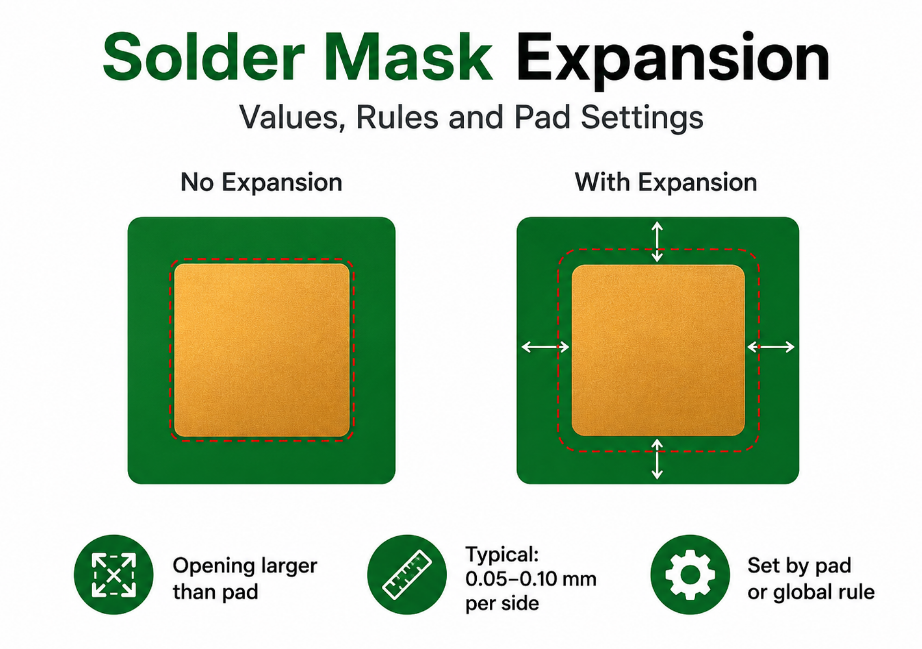
Many layouts forget to account for the cumulative tolerance stack: copper etching variation, drill offset, and mask alignment. A good rule of thumb is to keep solder mask to copper clearance at least 0.075mm for fine pitch HDI, but verify with your chosen fab's capabilities.
BGA Pitch and Escape Routing Trade-offs
As pitch shrinks, the temptation is to drop vias immediately under every other pad. This works until you hit assembly. The dense via field changes the thermal mass across the BGA footprint. Uneven heating during reflow leads to head-in-pillow defects or incomplete coalescence.
We've noticed higher defect rates when via density differs significantly between center and outer rows. The board warps slightly differently, stressing the joints.
Practical Adjustments for Reliable HDI BGA Fanout Design
Start with via placement at least 0.15mm edge-to-edge from BGA pads when possible. Use filled and capped vias for via-in-pad applications — it costs more but eliminates most wicking and void risks. For standard fanout, consider dogbone patterns with thermal relief on inner layers if power integrity allows.
Pad size should follow the component datasheet recommendation closely. Oversizing by even 0.05mm can push mask rules beyond capability at fine pitch. Document your stackup early and share it with the fab for DFM feedback before final routing.
Watch annular ring requirements on microvias. IPC-6013 Class 3 calls for minimum 0.05mm rings, but production yield improves noticeably above 0.075mm. Factor in your board's total thickness and layer count when choosing via diameter.
During layout review, zoom into every BGA quadrant separately. The corners behave differently from the center due to copper density imbalance. Balance the copper pour if possible or use copper thieving patterns strategically outside the component area.
Long-Term Reliability Considerations
Poor HDI BGA fanout design doesn't always fail at assembly. Some boards pass ICT and functional test but show intermittent issues after thermal cycling. Solder joints stressed by via wicking or mask-related shorts degrade faster. The extra inductance from suboptimal via placement can also show up in high-speed signals.
Keep trace necking minimal near pads. Sharp impedance discontinuities right at the BGA can compound with assembly variations.
Key Takeaways for HDI BGA Fanout Design
The recurring theme in these DFM findings is that density gains from aggressive HDI BGA fanout design must be balanced against assembly process windows. Small changes in via location, pad geometry, and mask definition prevent the majority of defects we see on the line.
Talk to your fabricator early. Their specific capabilities around microvia filling, mask application, and registration tolerances will dictate the practical rules for your next tight-pitch design. What works for one vendor may need adjustment for another.
Review your fanout patterns with these constraints in mind and the boards will go together cleaner with better first-pass yield.