In HDI designs, copper balance issues show up fast during lamination. One side pulls harder than the other and the board warps. Or resin flow gets blocked and you end up with delamination after a few reflows. After reviewing hundreds of HDI layouts, these patterns repeat.
Why HDI Copper Balance Design Matters More Than in Standard PCBs
HDI boards use thinner dielectrics and more layers packed into the same thickness. That means any imbalance in copper distribution creates bigger stress gradients during press cycles. The residual copper rate directly controls how much resin flows and how evenly the panel shrinks as it cools.
Engineers sometimes focus only on signal layers and forget the plane layers or the outer layers. In HDI, especially with laser-drilled microvias, the stackup is less forgiving. A 5-10% difference in copper density between mirrored layers can produce measurable warpage before the board even leaves the press.
Common Mistake: Ignoring Residual Copper Rate Across All Layers
Many layouts come in with outer layers at 30-40% copper while inner planes sit at 70-80%. The press tries to compensate but the resin can't flow uniformly. This creates areas of glue starvation especially near dense via fields.
During cooling, the higher copper areas contract differently from the resin-rich zones. Result? Bow and twist that often exceeds IPC-6012 Class 2 limits. I've seen 0.8% warpage on 1.6mm HDI panels that should have stayed under 0.3%.
The fix starts at the design stage. Target similar residual copper percentages on symmetric layers. For most HDI, aim for 45-65% on planes and adjust pours on signal layers accordingly.
How Poor Copper Pour Strategy Creates Local Imbalances
Designers sometimes leave large open areas on one side to save etching time or reduce weight. On the opposite side they flood everything with copper. That asymmetry bites during lamination.
The resin flows toward the lower copper areas, starving the dense side. Microvia stubs or buried vias then sit in resin-poor zones and become stress concentrators. Thermal cycling later reveals the weakness as delamination.
Press Behavior: How Uneven Copper Leads to Glue Shortage and Voids
In the lamination press, heat and pressure make the prepreg flow. High copper density areas resist flow more. If the overall panel copper balance is off, resin gets channeled away from certain zones. This leaves dry spots or knit lines that look fine in X-ray but fail in IST or thermal stress testing.
HDI boards with 2+2+2 or 3+4+3 builds are especially sensitive because the core-to-prepreg interfaces have less margin. A 15% copper mismatch can drop the effective glass transition temperature locally due to incomplete curing.
Factory CAM engineers usually flag this when they calculate average copper per layer. But many times the note comes back too late for easy fixes.
Thermal Expansion Mismatch During Reflow and Reliability
Even if the board comes out flat enough to assemble, warpage stored in the material relaxes during SMT reflow. Components on the high side lift, causing opens. Or the board flexes enough to crack microvias.
Delamination shows up later in accelerated life testing. The weak interfaces separate under z-axis expansion. In HDI, this often starts around dense BGA areas where copper was heaviest.
Practical HDI Copper Balance Design Rules That Work
Calculate residual copper rate for every layer early. Tools like Valor or CAM350 can give quick averages, but manual checks on critical layers are still necessary.
- Keep symmetric layers within 8-10% copper density of each other.
- Use hatched or grid pours instead of solid fills where full copper isn't needed for current or EMI.
- Add copper thieving patterns in low-density areas — especially on outer layers.
- For very high density signal layers, consider balancing with reference plane adjustments rather than just adding pours.
In one typical 6-layer HDI case, moving from 35% to 52% average copper on the outer layers dropped warpage from 0.65% to 0.22%. The press parameters didn't even need changing.
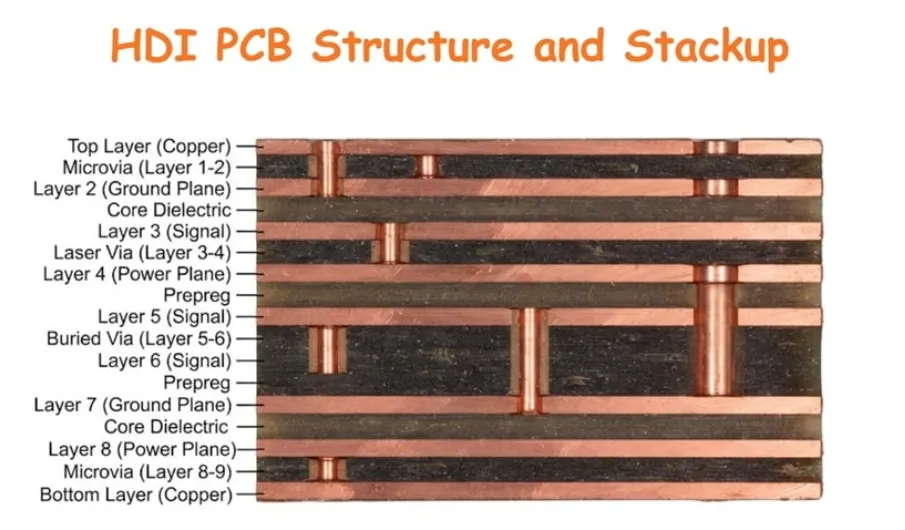
Layer Pairing and Stackup Considerations
Don't treat the stackup as independent layers. Think in copper-balanced pairs. The prepreg between L1-L2 should see similar copper resistance to flow as the prepreg between L5-L6 in a mirrored build.
Adjust trace widths or add fill polygons systematically. Random copper fills create new local imbalances that are harder to predict.
Recommended Figure: Before and after copper pour examples on HDI signal layers showing improved balance and reduced risk of delamination
Checking Your Design Before Release
Run a full copper density report per layer. Look at the distribution, not just the average. Large open windows on one side of the panel are red flags.
Simulate the press if your tool supports it, or at least review with the fab's DFM team. They see these issues daily and can suggest minimal changes that keep your electrical performance intact.
Pay special attention to areas around dense connectors and processors. These zones already run hotter and add extra z-axis stress.
Long-Term Reliability Impact of Proper HDI Copper Balance Design
Boards with good copper balance survive more thermal cycles. The resin bonds better to the copper without voids. Microvias stay intact longer because the surrounding material expands more uniformly.
In automotive or telecom HDI applications, this difference can mean passing 2000 cycles instead of failing at 800. The upfront effort in layout pays back during qualification and field life.
Don't treat copper balancing as an afterthought. Make it part of the initial stackup planning. Your fab will thank you, and your boards will stay flatter through assembly and beyond.
Next time you start an HDI layout, open the copper density view first. It might save a respin.