HDI material selection mistakes quietly drive up costs and extend lead times more than almost any other decision in the layout phase. You pick materials based on electrical simulation or reliability targets, then discover during DFM that they create serious supply chain and processing headaches.
These are the HDI material selection mistakes I see repeatedly in real production files.
Specifying Materials That Are Not in Regular Stock
Calling out low-volume or exotic thin prepregs and cores is one of the most expensive HDI material selection mistakes. Factories maintain inventory of popular glass styles and resin systems. Everything else becomes special order.
The result is either multi-week delays or significant upcharges for minimum order quantities. In HDI, where multiple thin dielectrics are common, this compounds fast.
Over-Specifying High Tg Materials Without Need
Many designers default to 170°C or higher Tg materials thinking it always improves reliability. In many HDI applications, especially those without extreme thermal cycling, this is unnecessary and creates HDI material selection mistakes around processability and cost.
Higher Tg resins often require adjusted press cycles and can be more prone to certain delamination modes if not perfectly matched with the rest of the stack.
When High Tg Actually Matters
Lead-free assembly with multiple reflows or automotive under-hood environments justify high Tg. Consumer or office electronics usually do not.
Ignoring Pressed Thickness and Dk Availability
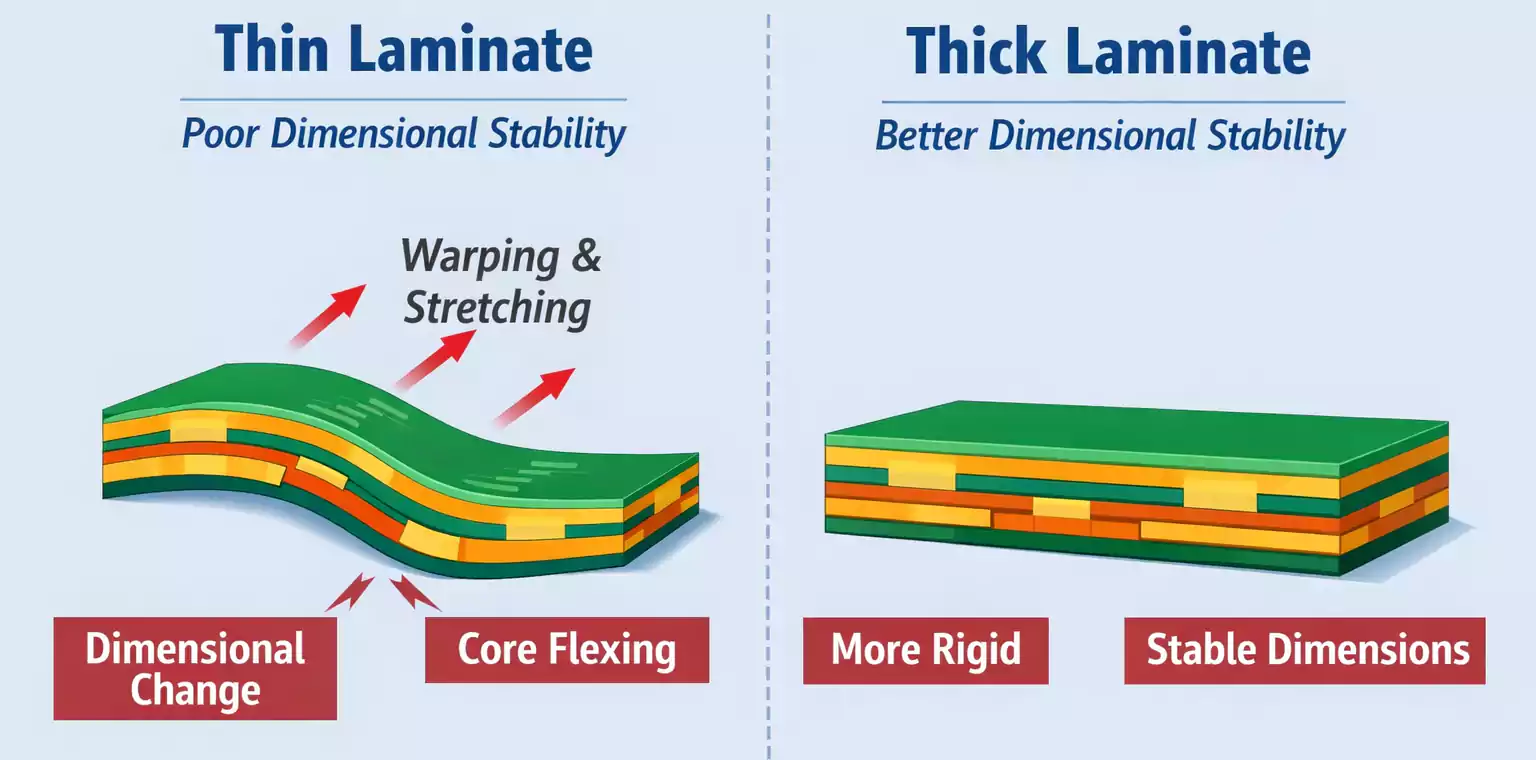
Selecting materials based only on nominal thickness is risky in HDI. Actual pressed thickness varies by glass style and resin content. HDI material selection mistakes here directly impact impedance control and total board thickness.
Materials with the right electrical properties may not be available in the exact thickness needed for your microvia layers.
Risks of Accepting Substitute Materials Late
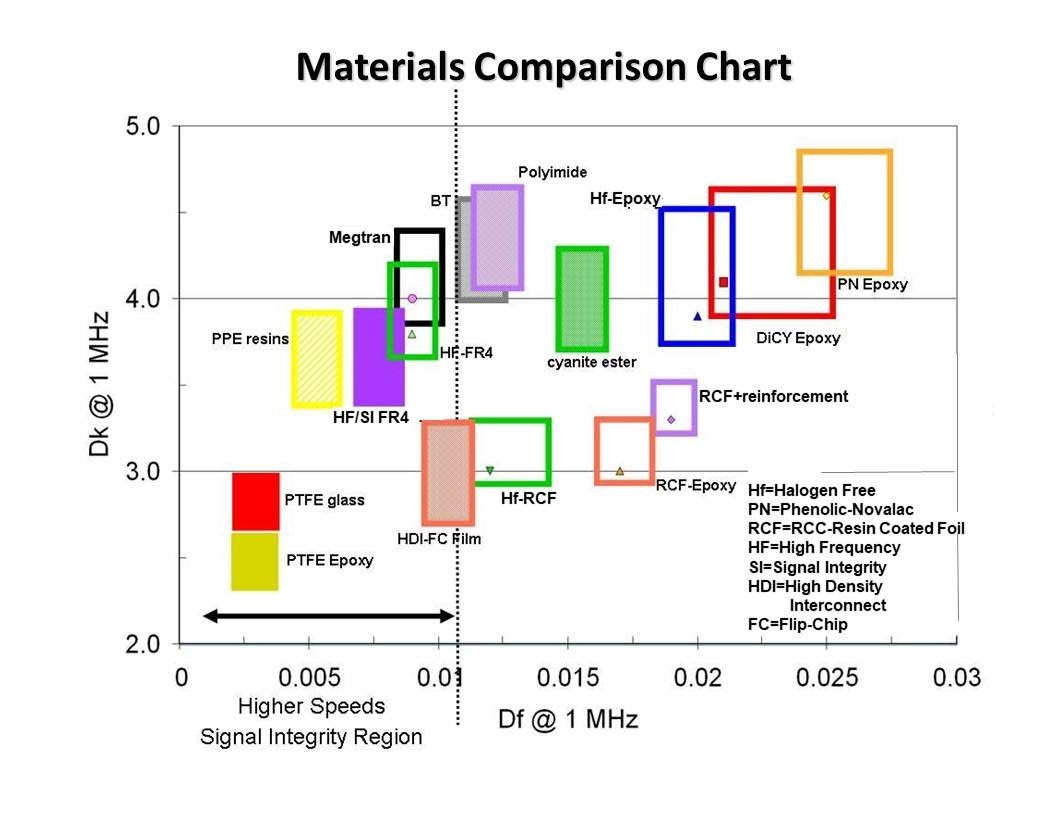
When the specified material is unavailable, the rush to approve substitutes creates downstream problems. Different resin systems can have slightly different Dk/Df values or CTEs, shifting impedance and long-term reliability.
Without proper re-simulation and cross-section verification, these HDI material selection mistakes surface during assembly or field operation.
Procurement Cycle Impact on Project Timeline
Specialty materials often carry 4-8 week lead times or more. This extends the entire NPI schedule and forces either schedule slips or expensive air freight. Standard materials used in HDI stackups are typically available within days.
The cost difference between standard and special order materials can easily reach 30-50% on the bare board.
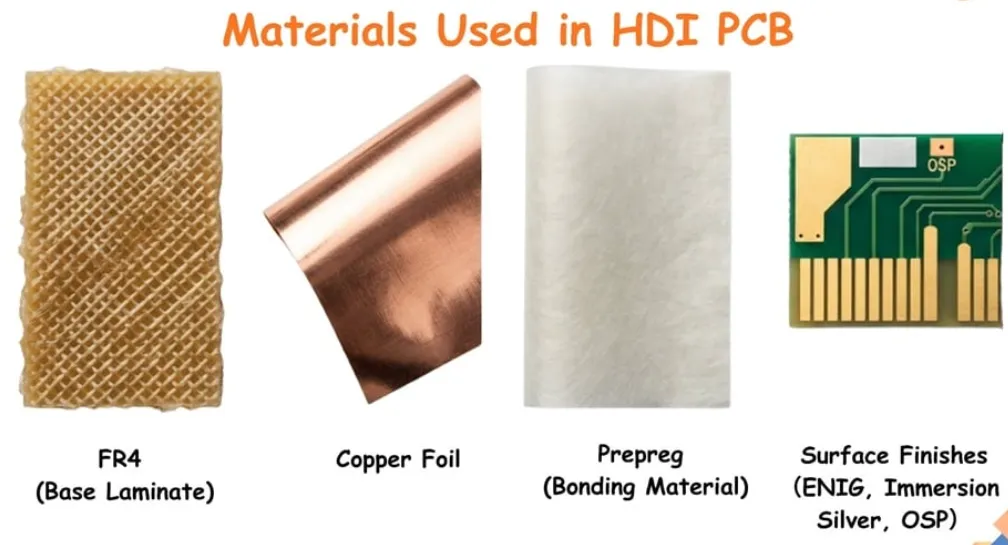
Copper Foil and Surface Treatment Choices
RTF versus VLP or HVLP foils also affect availability. While critical for very high frequency designs, many mid-range HDI projects do not need the most exotic options.
Copper Weight Selection Pitfalls in Buildup Layers
Using 1oz copper on thin HDI layers for current carrying can create plating and etching challenges. Lighter weights are often more appropriate and more readily available in volume.
Best Practices for Smarter HDI Material Selection
Consult with your fabricator early on preferred material sets for HDI. Maintain a short list of proven combinations that meet your typical impedance and reliability needs. Document acceptable alternatives in the fab notes.
Prioritize materials with broad industry adoption unless your application has unique requirements that truly justify specialty options. This approach avoids most common HDI material selection mistakes and keeps both cost and schedule under control.
The boards that move through fabrication fastest are almost always built with materials the factory already understands and stocks regularly.