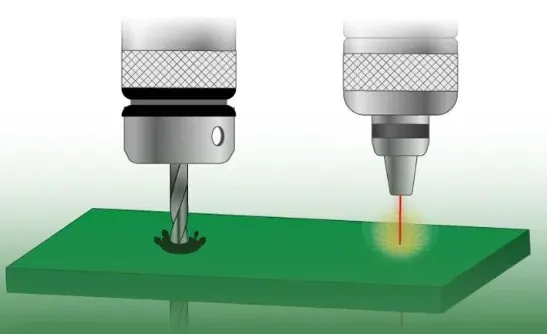
When Laser Vias Beat Mechanical Drilling in HDI Boards
From the fab floor, laser vias win for high-density HDI designs needing microvias under 0.15 mm, while mechanical vias remain the practical choice for larger through-holes and cost-sensitive runs. Laser vias deliver the precision and density that modern BGAs and fine-pitch components demand, but mechanical drilling keeps overall panel costs lower and processes simpler when your via sizes stay above 0.2 mm. In mixed builds we see every day, the right mix depends on layer count, BGA pitch, volume, and how tightly you need to control aspect ratios.
Laser Via vs Mechanical Via at a Glance
| Factor | Laser Via | Mechanical Via |
|---|---|---|
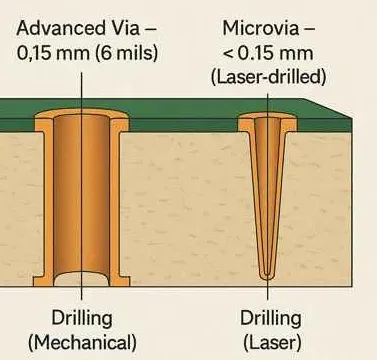
| Typical Via Diameter | 0.025–0.15 mm (microvias) | 0.15 mm and above |
| Precision & Positional Accuracy | ±0.025 mm or better | ±0.05–0.1 mm |
| Cost per Panel (High Volume) | Higher due to equipment and steps | Lower for standard sizes |
| Manufacturing Speed (High Via Count) | Faster (thousands per second) | Slower for dense small holes |
| Aspect Ratio Suitability | ≤1:1 ideal | Higher aspect ratios possible |
| Yield in Dense HDI | Higher when designed properly | Lower for micro features |
| Lead Time Impact | Longer for complex sequential builds | Shorter for standard drilling |
| Typical HDI Applications | Fine-pitch BGA, any-layer HDI | Through-holes, standard interconnects |
Decision Matrix: Choosing Under Real Production Priorities
| If your priority is... | Better Choice | Why |
|---|---|---|
| Lowest overall cost | Mechanical Via | Lower equipment overhead and simpler process flow for vias ≥0.2 mm |
| Highest routing density / fine pitch | Laser Via | Enables microvias that fit between tight BGA pads |
| Fast prototype turnaround | Mechanical Via (where possible) | Fewer lamination cycles and standard tooling |
| Best signal integrity in high-speed designs | Laser Via | Shorter paths, better impedance control with stacked microvias |
| Mass production yield stability | Laser Via (for micro features) | Consistent ablation once parameters are dialed in |
| High aspect ratio through connections | Mechanical Via | Better suited for deeper, larger holes |
| Extreme reliability in thermal cycling | Laser Via (properly filled) | Smoother walls and uniform plating reduce stress points |
Precision and Size Differences That Drive HDI Choices
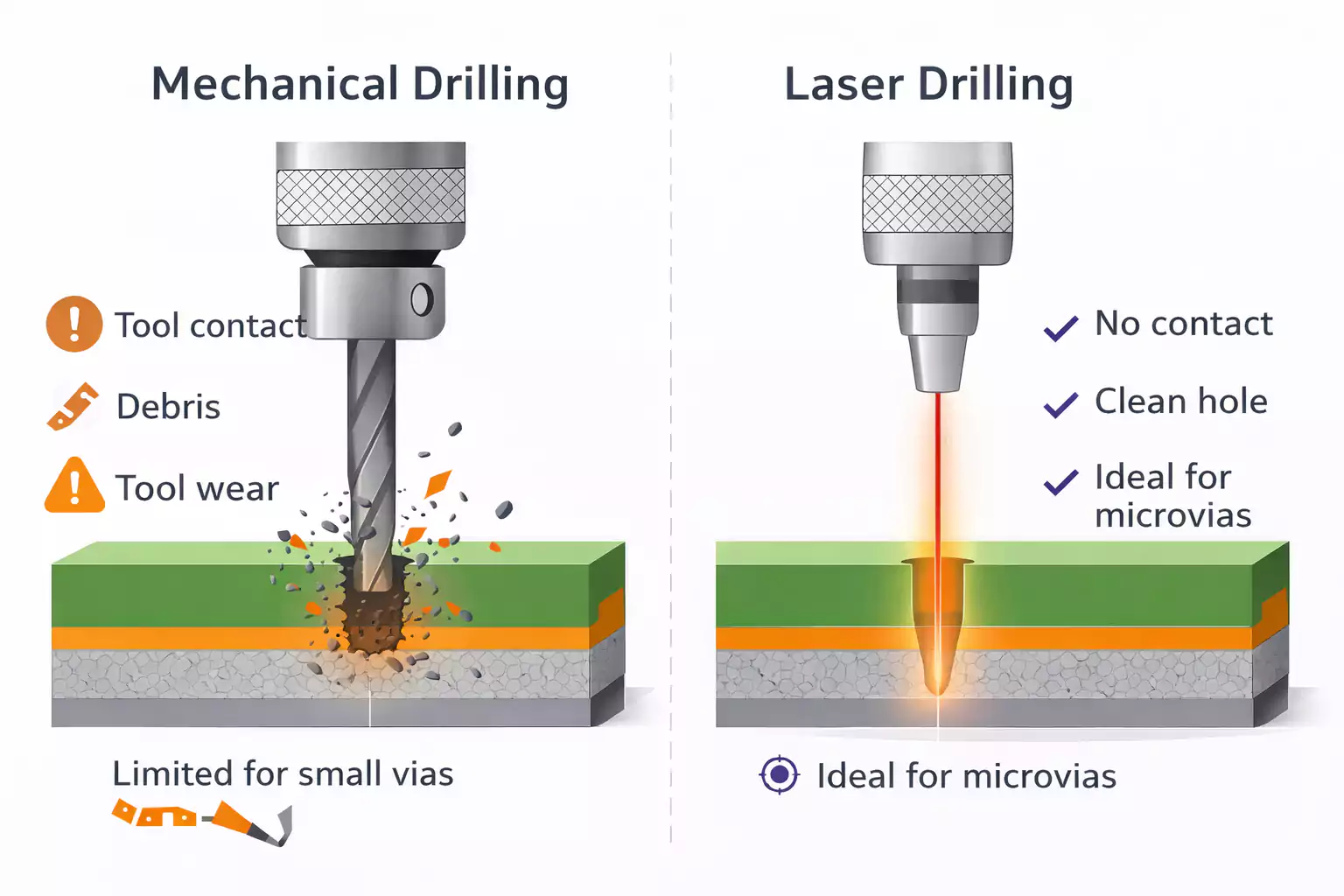
In daily CAM review we see laser vias consistently holding ±0.025 mm positional accuracy while mechanical bits start drifting more at smaller diameters. Laser ablation creates clean sidewalls without the smear typical in mechanical drilling, which matters during plating—especially in HDI where via fill reliability directly affects yield.
Mechanical vias shine above 0.15–0.2 mm where drill bits remain stable and aspect ratios can exceed 1:1 without major issues. Push mechanical drilling below that threshold and you fight broken bits, wander, and inconsistent hole sizes that kill yield. Laser vias handle 0.05 mm and even smaller routinely, making them essential for any-layer HDI or boards with 0.3–0.4 mm BGA pitch. The trade-off appears in material sensitivity: laser parameters must be tuned to the specific resin and glass weave or you get incomplete ablation or taper.
Cost Comparison in Production Runs
Mechanical vias keep variable costs lower on panels with moderate via counts because the equipment is already amortized across standard jobs. Laser systems carry higher upfront and maintenance costs, but once running they process thousands of microvias per second, which can actually reduce cycle time on ultra-dense HDI boards compared to trying to force mechanical methods.
In our experience, moving to laser microvias for fine features adds roughly 15–30% to board cost depending on layer count and number of sequential laminations, but it often saves money overall by reducing total layer count. Mechanical vias remain cheaper when your design allows larger holes and standard multilayer construction. The real cost divergence shows up in tooling wear and scrap rates—mechanical bits wear quickly on tough laminates, while laser focus maintenance is predictable but expensive.
How Yield and Reliability Compare in the Fab
Yield tends to drop when we push mechanical drilling into microvia territory due to bit breakage and registration issues. Laser vias, when the DFM is solid, deliver more consistent plating and fewer voids because of smoother walls and precise depth control that stops cleanly on the target pad. This becomes critical in stacked microvia structures common in advanced HDI.
However, mechanical vias handle higher aspect ratios better in thicker cores, which can mean more reliable through connections in certain designs. Laser microvias typically target 0.75:1 to 1:1 aspect ratios, which is perfect for thin dielectrics in build-up layers but requires careful stackup planning. In thermal cycling tests we've observed properly filled laser vias often outperform due to reduced stress concentrations.
Signal Integrity and Thermal Performance Trade-offs
Shorter interconnect paths with laser microvias improve signal integrity by cutting parasitic inductance and allowing better impedance matching in high-speed designs. Mechanical through vias often create longer stubs that hurt performance at multi-gigabit speeds. From production, we see laser vias enabling via-in-pad designs that further help thermal dissipation under high-power components.
Thermal performance differences are subtle but real—laser vias in filled configurations transfer heat more uniformly in dense areas. Mechanical vias provide robust vertical connections but can introduce more copper variability if plating is uneven after desmear.
Factory Perspective on Laser Via vs Mechanical Via Evaluation
During DFM review we scrutinize via sizes, aspect ratios, and proximity to traces or other features. Laser vias require tighter registration tolerances and specific material compatibility checks because CO₂ or UV lasers interact differently with resin versus glass. CAM preparation for laser involves generating precise depth maps, while mechanical drilling focuses on drill program optimization and bit life management.
Production yield stays more stable with laser for high via counts once the process window is established, but panel utilization can suffer if too many sequential lamination cycles are needed. Mechanical vias allow simpler flows and better stacking of standard panels. Inspection requirements are stricter for laser microvias—cross-sectioning and AOI must verify fill and plating integrity more rigorously. Most factories recommend laser microvias only where density forces the issue and mechanical for everything else to keep process risk low and lead times predictable.
Which Option Should You Choose for Your Next Run?
Choose Laser Vias when you:
- Need microvias below 0.15 mm to route under fine-pitch BGAs or achieve higher layer efficiency in HDI
- Prioritize signal integrity and shorter paths in high-speed or RF designs
- Are building any-layer or Type III HDI with stacked structures
- Can absorb moderate cost premium for density gains that reduce overall board size or layer count
Choose Mechanical Vias when you:
- Can keep via diameters 0.2 mm and above
- Target lowest cost and shortest lead times on moderate density boards
- Require higher aspect ratio connections through thicker cores
- Are in prototype or lower volume where process simplicity reduces risk
In practice, the best boards combine both—mechanical for primary through-holes and laser for critical microvias. Send us your stackup early and we'll flag where switching one or the other improves manufacturability.
FAQs
Q1: Can mechanical drilling ever replace laser vias in high-density HDI PCBs?
A1: Not reliably below 0.15 mm. Mechanical bits become fragile, registration suffers, and yield drops sharply. We reserve mechanical for larger features and use laser where density demands it.
Q2: How much more expensive are laser vias compared to mechanical in typical HDI production?
A2: Expect 15-30% higher fab cost depending on via count and lamination cycles, but overall project cost can decrease if laser enables fewer layers or smaller board size.
Q3: Which via type offers better long-term reliability in thermal cycling?
A3: Filled laser microvias usually perform better due to smoother walls and uniform plating. Mechanical vias can be reliable but require thorough desmear and plating control to avoid failures.
Q4: Does using laser vias significantly affect lead time for HDI boards?
A4: It can add time for complex sequential builds, but high via counts process faster with laser. Simple designs with mostly mechanical vias move quicker through the shop.
Q5: Are there designs where mixing laser and mechanical vias is the optimal approach?
A5: Yes—this is standard practice. Use mechanical for through-holes and larger features, laser for microvias in build-up layers. It balances cost, density, and manufacturability.