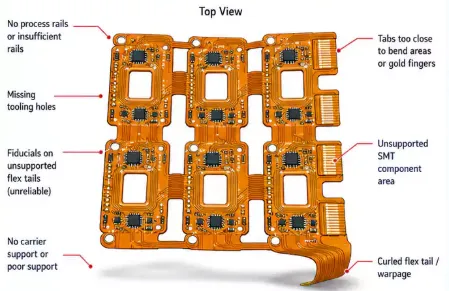
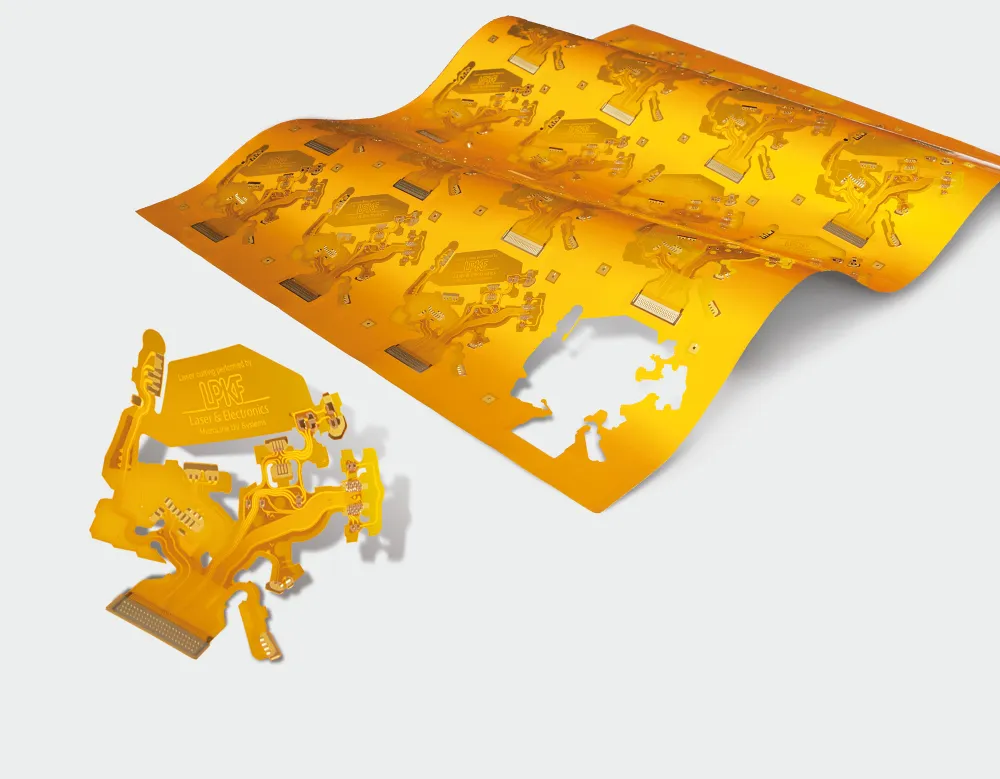
FPC no process edge risk becomes obvious the moment the panel leaves the cleanroom. Without adequate handling margins on both ends, flex panels turn into fragile assemblies that create issues throughout fabrication, assembly, and separation.
Flex PCB panel stability depends heavily on those extra borders. Removing them for space or cost reasons usually costs more in the end.
Handling Damage Without Process Edges
Operators need something solid to grip during transport between processes. Panels without process edges on both ends get held by the active circuit area. Finger pressure, vacuum pickup tools, or even static bags leave marks, creases, or micro-tears on the polyimide.
These small damages often do not show up until after thermal stress or bending, turning into open traces or delamination later.
SMT Process Challenges on Unstable Flex Panels
During SMT, the panel must stay flat and stable through stencil printing, component placement, and reflow. Without process edges on both ends, the panel tends to warp or lift in the middle. Vacuum pallets struggle to hold it consistently.
This leads to poor paste deposition, misplaced components, or uneven reflow. Thin flex materials amplify any lack of rigidity, especially in multi-up panels.
Problems During Depanelization and Cutting
Routing or laser cutting without stable process edges on both ends increases the chance of vibration and movement. The panel can shift slightly, causing inaccurate cuts or damage to the circuit edges. Scrap from one part can scratch neighboring circuits.
Dimensional accuracy suffers as well. The final parts come out with inconsistent outlines or stressed areas near the cut lines.
Stress Concentration Issues in Panels Without Process Edges
Process edges distribute mechanical stress during lamination, pressing, and handling. Without them on both ends, stress concentrates at the transition between the active area and the panel border. This often results in higher warpage, copper wrinkling, or coverlay delamination at the edges.
In dynamic flex applications these stressed areas become failure initiation points after repeated bending.
Factory Standard Practices for Process Edges
Most capable FPC manufacturers require process edges of at least 8-12mm on both ends for standard panels. Some high-volume lines prefer 15mm or more depending on panel size and thickness. These margins include fiducials, tooling holes, and handling tabs.
The edges are typically removed in the final routing step after all critical processes are complete. This approach keeps the circuit area protected until the last possible moment.
When designers insist on minimizing panel size, we recommend adding breakaway tabs or localized reinforcement instead of completely eliminating the process edges.
Engineering Recommendations During DFM Review
We always flag panels that lack sufficient process edges on both ends. The fix is usually straightforward — adding the missing margin by adjusting panelization or working with the customer on acceptable trade-offs.
For very tight applications we discuss using carrier pallets or temporary stiffeners, but these add cost and complexity that proper process edges would avoid.
Key Lessons for Flex PCB Panel Stability
FPC no process edge risk affects every stage from handling to final assembly. Maintaining adequate process edges on both ends is not waste — it is essential for dimensional stability, mechanical protection, and consistent quality.
Respecting factory standard practices for panel design prevents the majority of handling-related defects and improves overall yield. The small amount of material used for process edges delivers significant returns in reliability and manufacturing efficiency.
When planning your next flex layout, build process edges into the panelization strategy from the beginning rather than trying to add them as an afterthought.