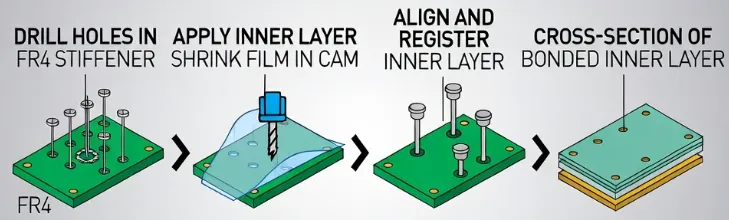
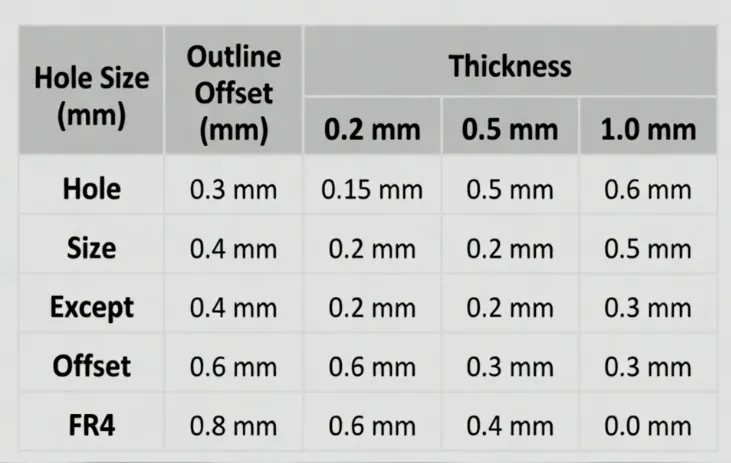
In production, we apply an inner shrink of 0.15–0.3 mm on FR4 stiffener outlines and hole diameters relative to the FPC design data. This compensation ensures reliable alignment during manual or semi-auto bonding despite material movement and process tolerances. CAM engineers routinely enlarge stiffener access holes by at least 0.15 mm per side and pull back the outer profile to prevent overlap or edge interference on flex PCB stiffener areas.
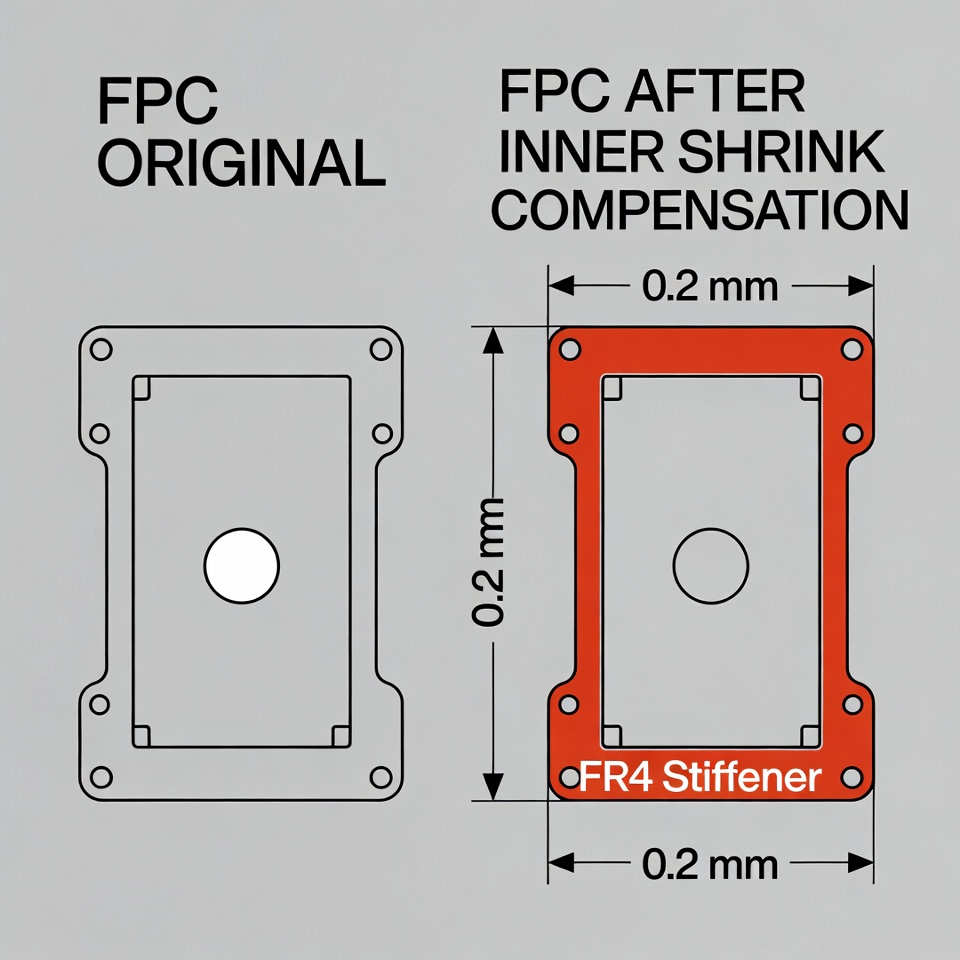
What we typically see on the CAM side is that without this inner shrink rule, the stiffener shifts slightly during lamination and creates partial blockage on component holes or stress points along the flex transition. Factories standardize this adjustment based on panel size, stiffener thickness (commonly 0.2–1.0 mm FR4), and adhesive type to keep registration within ±0.15 mm.
How Material Behavior Drives Inner Shrink Needs
FR4 stiffeners come in as separate sheets with their own dimensional tolerances, usually ±0.05–0.1 mm depending on thickness. FPC panels, being polyimide-based, exhibit slight expansion or contraction under heat and pressure during bonding. When we tack the stiffener with acrylic or thermal adhesive, any mismatch in incoming dimensions versus the flex circuit shows up immediately in hole registration.
This issue appears more often on larger stiffener areas or multi-hole connector zones because the rigid FR4 resists the natural flex movement while the adhesive flows. In high-volume runs we also see panelization effects where overall sheet shrinkage after pressing affects alignment across multiple FPC units.
Real Production Consequences of Skipping Shrink Compensation
If we bond without inner shrink, holes in the stiffener frequently sit 0.1–0.25 mm off from the FPC vias or component pads. This leads to pin insertion problems during assembly, partial solder mask or coverlay blockage, and increased risk of trace cracking at the stiffener edge during bending tests. In one recent batch we saw yield drop below 85% on connector areas because stiffener edges pressed directly against flex transition zones, causing delamination after thermal cycling.
Worse cases involve rework loops where operators manually enlarge holes post-bonding, introducing dust and alignment errors that affect downstream SMT. Shipment delays follow when entire panels require secondary drilling, pushing costs up and risking customer EQs on flex PCB stiffener tolerance.
Factory Compensation Methods for Outline and Hole Inner Shrink
Our standard approach starts in CAM: we offset the stiffener outline inward by 0.15–0.25 mm and enlarge all functional holes by 0.3 mm total diameter (0.15 mm per side). For PTH areas the stiffener clearance holes get additional oversize to guarantee pin passage even with ±0.2 mm placement tolerance. This matches typical FPC FR4 stiffener shrink rule used across most fabrication lines.
During processing we drill or route stiffener panels separately first, then register them to the FPC using fiducials under optical alignment. Pre-tacking with low-pressure heat helps control adhesive flow before full lamination press. For tighter tolerance jobs we sometimes perform secondary drilling through the bonded assembly, though this adds cycle time and is reserved for high-reliability orders.
On the tolerance matching side, we track incoming FR4 sheet dimensions against FPC data and adjust compensation dynamically. For 0.3–0.6 mm thick stiffeners the rule stays conservative at 0.2 mm inner shrink; thicker 1.0 mm+ pieces need closer review because their rigidity amplifies any mismatch.
Lamination vs Incoming Material Differences in Practice
Incoming FR4 often measures slightly larger than nominal due to storage conditions, while the flex circuit may shrink a bit after coverlay application and baking. During thermal bonding the adhesive layer compresses and the materials settle differently, creating the need for built-in clearance. We measure sample panels from each lot to confirm the actual delta before finalizing the inner shrink values.
This incoming versus post-lamination difference is why blind reliance on zero-offset data fails in production. Factories routinely apply the FPC FR4 stiffener shrink rule as a safety margin rather than chasing perfect matching that equipment cannot hold consistently.
When We Can Relax the Inner Shrink Requirements
For simple ZIF connector areas with no PTH and loose assembly requirements, we sometimes reduce inner shrink to 0.1 mm if the stiffener is PI instead of FR4 and placement uses high-precision fixtures. Prototypes or very small stiffener pieces under 20 mm² also tolerate tighter settings because material movement is minimal. In these cases we still monitor first-article inspection closely and may switch to PSA adhesive for easier rework.
Full relaxation only happens when the design allows secondary operations or when the customer accepts higher placement tolerance in the fab drawing. Otherwise we stick to the standard 0.15–0.3 mm rule to protect overall yield on flex PCB stiffener tolerance.
From a fabrication standpoint, applying consistent FPC FR4 stiffener shrink rule keeps DFM feedback minimal and assembly smooth. Designers who provide clear notes on stiffener locations and expected tolerances help us fine-tune these offsets faster during review. In most production runs this approach eliminates the common registration headaches and delivers boards that go straight into SMT without extra handling.
We recommend always specifying the stiffener material, thickness, and any critical hole alignments in the fabrication notes so CAM can apply the right compensation from the start. This small adjustment in data preparation prevents the majority of field issues we see with reinforced flex circuits.