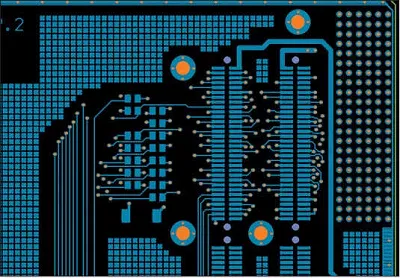
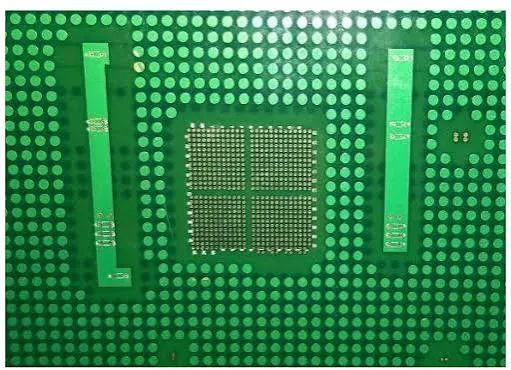
In HDI production we add dummy copper to balance copper distribution across the panel, ensuring uniform plating thickness and minimizing board warpage during lamination and etching. CAM engineers review copper density on every layer and automatically place thieving patterns or copper fills in low-density areas before releasing the job, typically targeting 40-60% copper coverage per layer depending on the stackup.
How copper imbalance shows up during HDI panel plating
What we see on the CAM side with dummy copper HDI PCB jobs is that high-density signal areas pull more current during electrolytic plating while sparse regions get thinner copper. This variation becomes critical in HDI because microvias and fine lines require tight copper thickness control. Without dummy copper the plating thickness can vary by 5-8 µm across the same panel, directly affecting impedance and reliability.
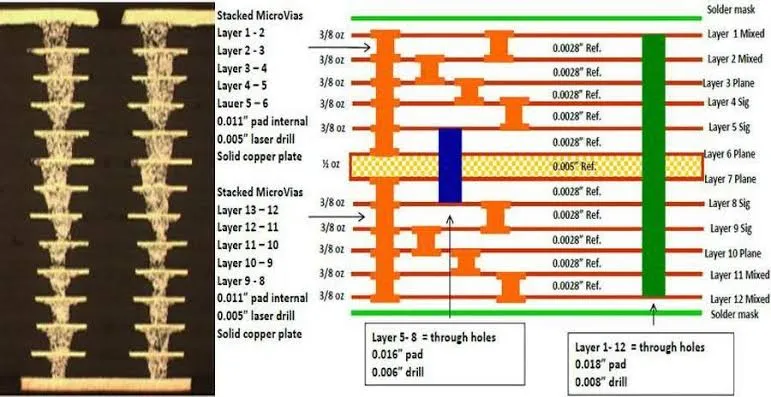
Sequential lamination in HDI further amplifies the problem because each build-up layer adds stress from the resin flow and curing. Unbalanced copper causes uneven shrinkage and leads to bow and twist that exceeds our 0.75% limit.
Why plating uniformity drives dummy copper decisions in HDI
HDI boards use thinner dielectrics and smaller features, making them extremely sensitive to copper thickness variation. Areas with low copper density experience higher current density at the edges during plating, resulting in thicker deposits there while center areas stay thin. We add dummy copper HDI PCB patterns specifically to equalize current distribution and keep plating thickness within ±1 µm of target.
This is especially important around dense BGA and microvia fields where the primary copper features already create local current crowding. Without auxiliary copper the plating can overhang or create nodules that cause mask adhesion problems later.
What happens when dummy copper is omitted in HDI production
Skipping dummy copper usually leads to excessive board warpage after lamination. We have measured panels exceeding 1.5% bow, making them difficult to handle in subsequent processes and causing registration errors in drilling and solder mask alignment. Plating non-uniformity also creates impedance variation across the board, leading to signal integrity issues that only appear during final testing or assembly.
In severe cases the panel gets rejected at incoming quality check or causes low yield in outer layer etching because thin copper areas over-etch while thick areas remain. This directly impacts delivery schedules and increases scrap costs on high-value HDI builds.
Common production defects without proper balancing
- Panel bow and twist beyond specification
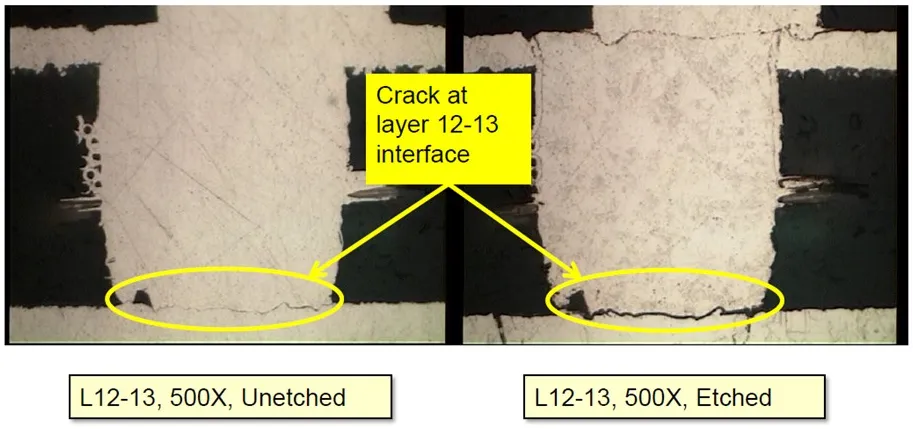
- Plating thickness variation causing via reliability failures
- Etch undercut on fine lines in low-density zones
- Registration shift between layers due to uneven stress
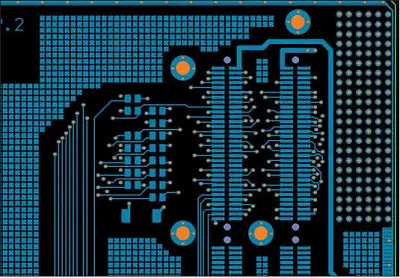
How factories actually implement dummy copper HDI PCB balancing
Our standard approach starts with copper density analysis in CAM. We set target coverage per layer, usually 45-55% for HDI, and fill open areas with 0.5-2 mm square or hatched dummy patterns connected to ground where possible. For critical signal layers we keep dummy copper at least 0.15 mm away from active traces to avoid crosstalk.
During panelization we also add edge thieving strips and copper balancing bands. Plating parameters are then adjusted based on the balanced design, allowing us to run higher current densities with better uniformity. This combination keeps warpage under control through all lamination cycles.
Board warpage control through auxiliary copper placement
Dummy copper directly counters the asymmetric stress from copper features on different layers. We mirror high-density areas on opposite sides of the stackup when possible and use dummy copper to balance the total copper volume. For asymmetric HDI designs we increase dummy features on the lighter layers to achieve balanced thermal expansion during press cycles.
Post-lamination we measure every panel on the surface table. If warpage is still high we adjust dummy patterns in the next revision. This data-driven method has proven more effective than simply increasing overall board thickness.
When dummy copper requirements can be relaxed
We can sometimes reduce dummy copper on simpler HDI designs with good natural copper balance, larger feature sizes, or fewer lamination cycles. Low-layer count HDI with uniform component placement may only need minimal edge thieving. However, for any design exceeding 6 layers or containing dense microvia arrays we maintain full balancing to protect yield. The trade-off is always between design freedom and manufacturing stability.
Early DFM feedback allows us to suggest dummy copper placement that does not interfere with routing while still solving plating and warpage issues. In production the dummy copper HDI PCB approach remains one of the most effective tools we have for consistent high-yield output.