In mid-January 2026, we processed a 6-layer heavy copper PCB order with 2oz copper on all layers, TG150 material, and ENIG finish. Although a standard 6-layer board on paper, the CAM engineering review uncovered several manufacturability concerns related to board outline clearance, hole attributes, and silkscreen placement. These issues required multiple EQ rounds before safe production release.
This case study details the actual engineering questions raised during review, the manufacturing risks involved, and how our team worked with the customer to resolve them. It illustrates why even seemingly straightforward heavy copper designs benefit from thorough DFM analysis before fabrication begins.
Order Overview
This project involved a 6-layer FR-4 TG150 PCB ( #FR4-20260314-090 ) measuring 74.62 × 84.53mm, with 1.6mm finished thickness and 5pcs quantity. All layers used 2oz copper, paired with green solder mask and white silkscreen on both sides. Key processes included ENIG surface finish, 0.25mm minimum hole size, 100% flying probe testing, V-scoring depanelization (1x1), and mechanical forming. The customer provided a custom stackup drawing for confirmation against our material library.
Heavy copper designs like this often demand extra attention to etching compensation, plating uniformity, and mechanical tolerances. During initial data analysis, our CAM team identified several areas where design intent needed clarification to align with production capabilities.
Main Engineering Questions Found During CAM Review
1. Board Edge Clearance and Exposed Copper Risk
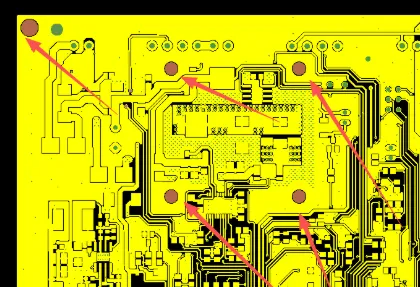
We noticed that the copper features were positioned too close to the board outline in several areas. After reviewing the Gerber data against our standard process margins, our engineer flagged this as a high-risk item for exposed copper after routing and V-scoring.
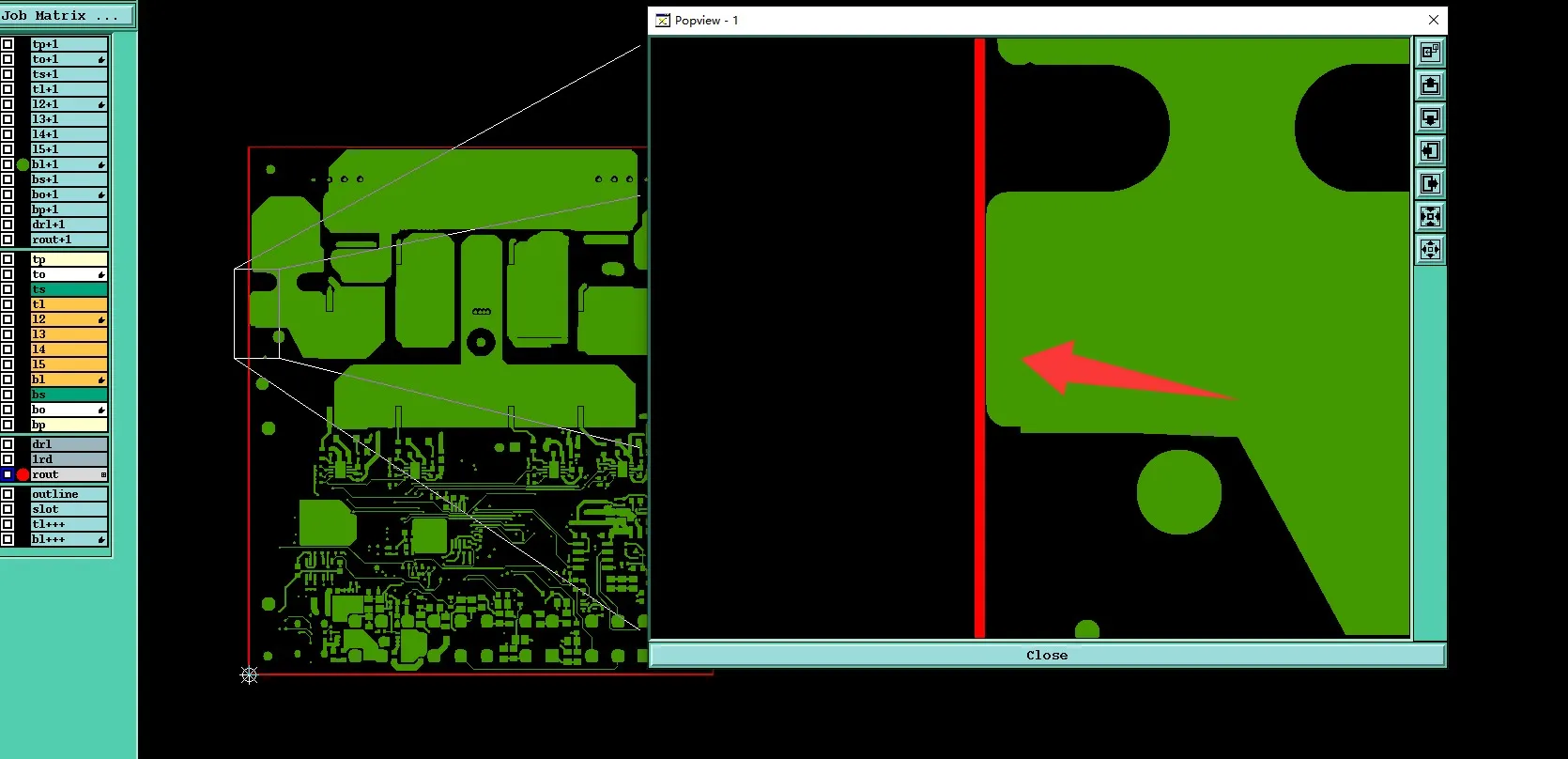
Figure 1: pad size matched the drill diameter exactly, with no connecting traces
Heavy 2oz copper requires more aggressive etching, which can exacerbate edge breakout if clearance is insufficient. We raised an EQ with annotated images asking the customer to confirm the intended clearance and whether any adjustment to copper pullback was needed near the edges.
If this had been ignored and production continued, depanelization could result in exposed copper burrs along the board edges. This often leads to short circuits during assembly, poor cosmetic appearance, or even copper peeling under mechanical stress. Based on IPC-A-600 acceptability criteria, such edge defects can easily push boards into reject status, especially on 2oz designs where copper is thicker and more prone to lifting.
2. Hole Attribute Confirmation (PTH vs NPTH)
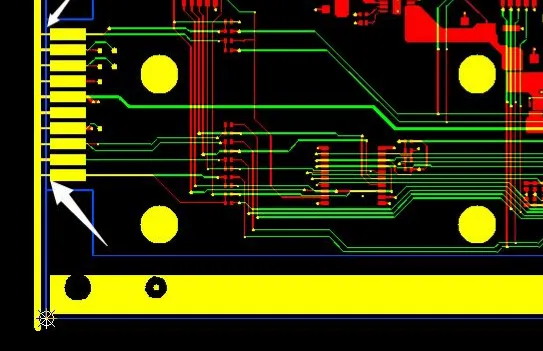
Several drill holes were highlighted where the pad size matched the drill diameter exactly, with no connecting traces. We also identified larger 5.0mm holes that the customer later confirmed as PTH in updated files. Our CAM team asked for explicit confirmation on whether these should be treated as plated or non-plated holes.
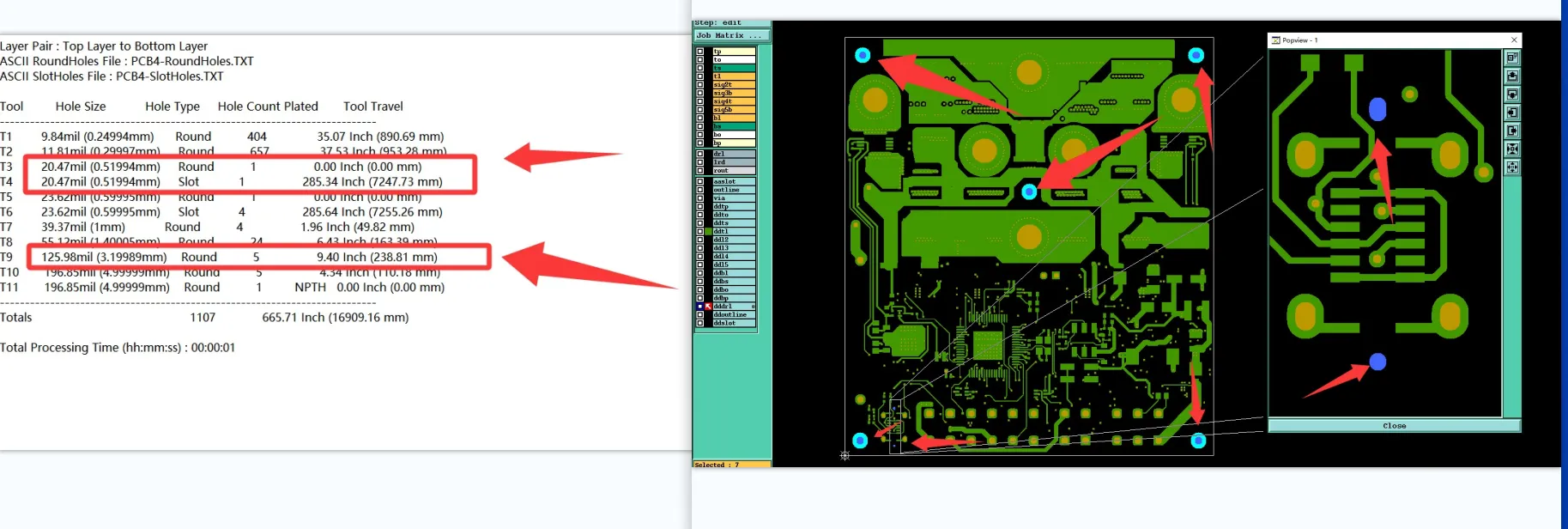
Figure 2: pad size matched the drill diameter exactly, with no connecting traces
In heavy copper boards, incorrect hole plating decisions directly affect copper deposition quality and structural integrity. We noticed some NPTH holes had oversized pads that could interfere with routing or cause unnecessary copper removal during etching.
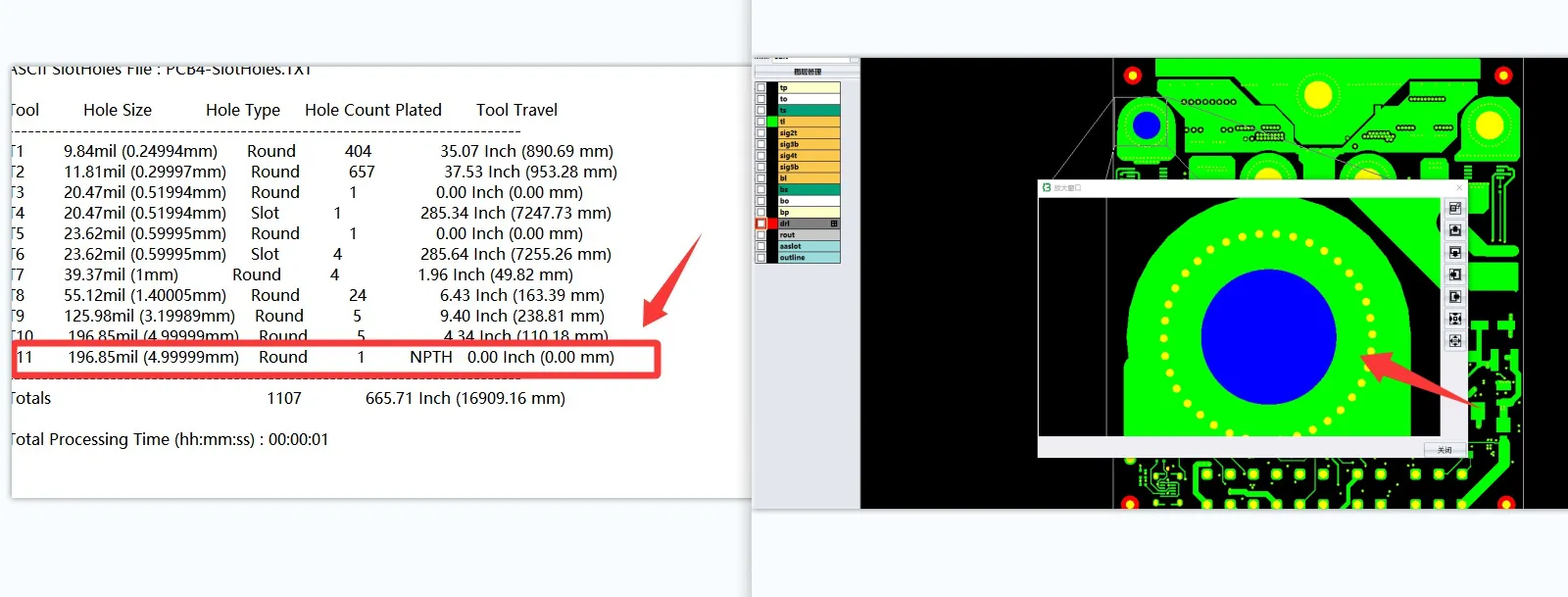
Figure 3: some NPTH holes had oversized pads
Without clarification, we risked producing open circuits on intended PTH holes or leaving unwanted copper rings around NPTH holes, leading to assembly misalignment or signal instability. Our team recommended following the updated customer confirmation for the 5.0mm holes as PTH while treating isolated drill-pad combinations as NPTH where no connectivity existed.
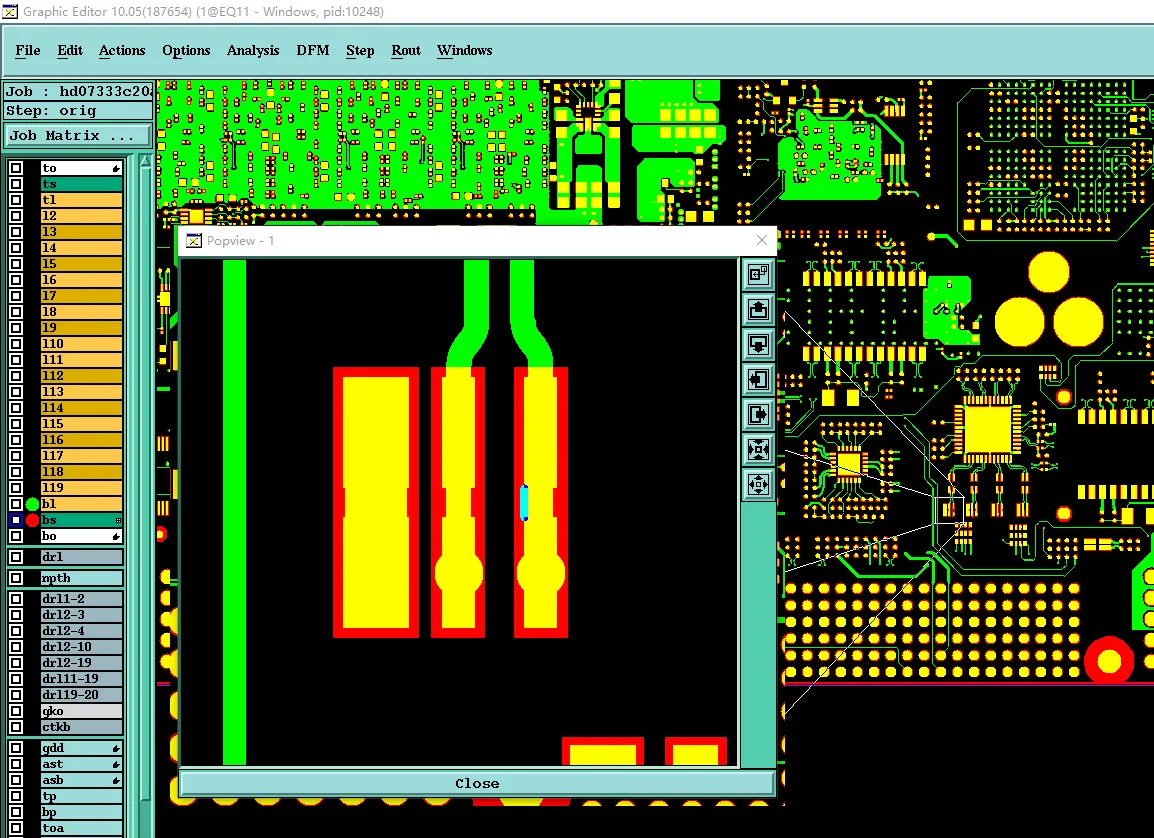
Figure 4: six 5.0mm PTH holes
3. Silkscreen Overlap on Pads and Via Plugging Concerns
White silkscreen elements were overlapping component pads in multiple locations. Additionally, some plugged vias on pads raised concerns that after via plugging and surface finish, the finished pads might appear incomplete or recessed.
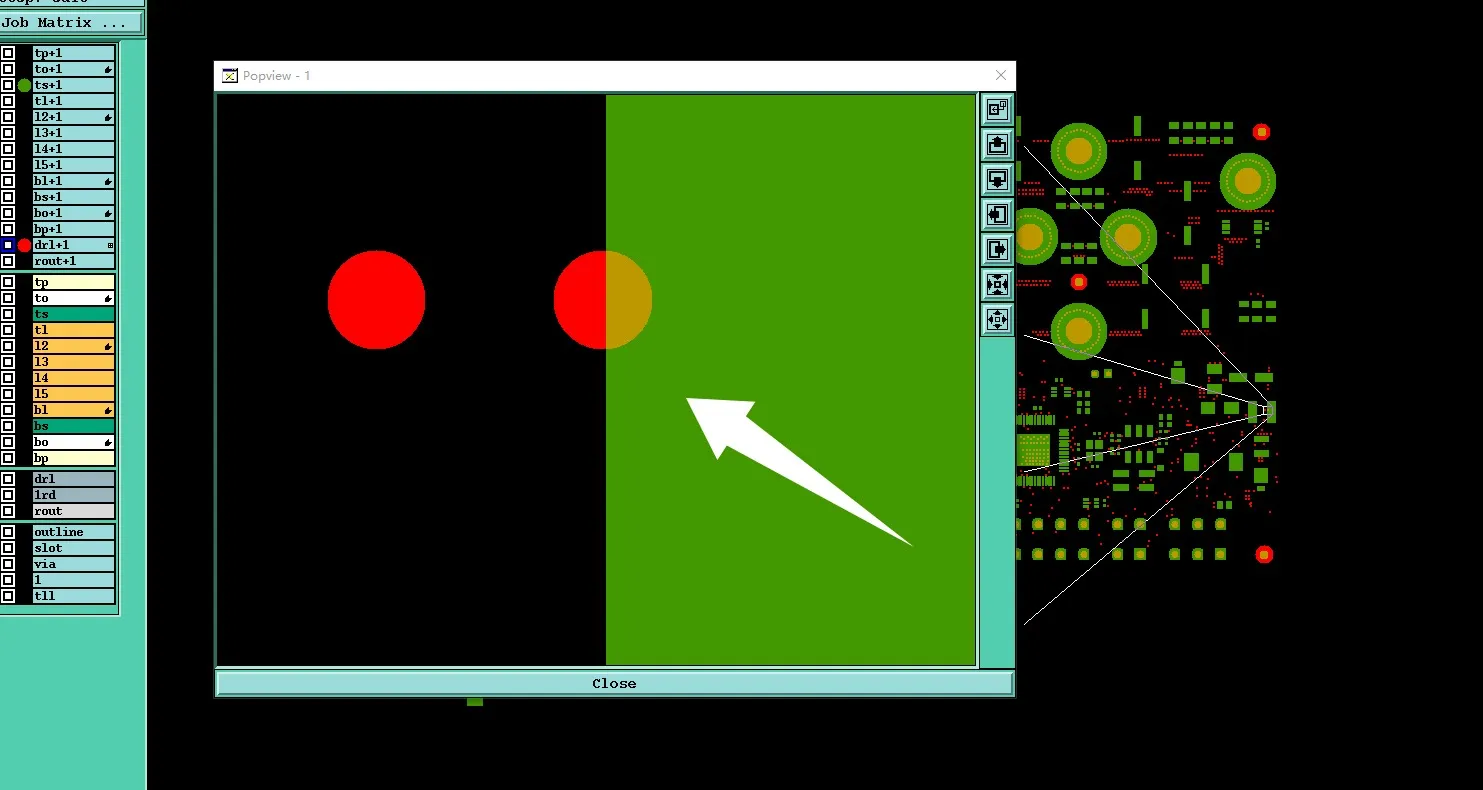
Figure 5: Some vias are on the pads
We confirmed with the customer whether the silkscreen placement was intentional and whether it would impact soldering. For the plugged vias, we explained the expected outcome on heavy copper pads.
If left unaddressed, silkscreen on pads could cause poor solder wettability, leading to cold joints or assembly defects. In extreme cases, this results in functional failures after reflow. Our engineer suggested reviewing and potentially adjusting the legend layer to avoid critical pad areas while preserving necessary markings.
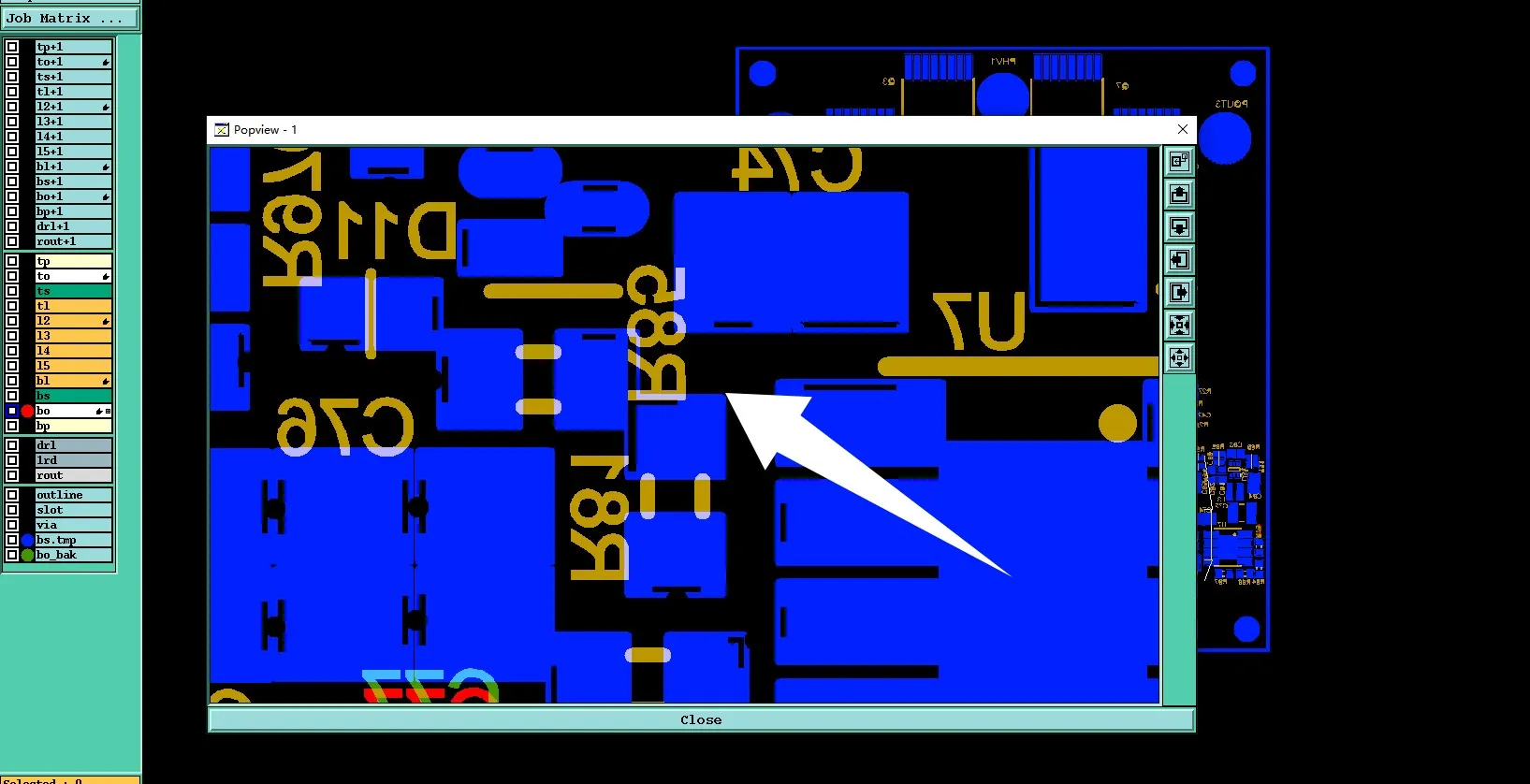
Figure 6: silkscreen on pads which could cause poor solder wettability
4. Stackup Confirmation with Factory Materials
The customer provided a custom stackup drawing. We compared it against our available TG150 core and prepreg materials and proposed our optimized version for confirmation. This step ensures impedance control and overall thickness stay within 1.6mm target.
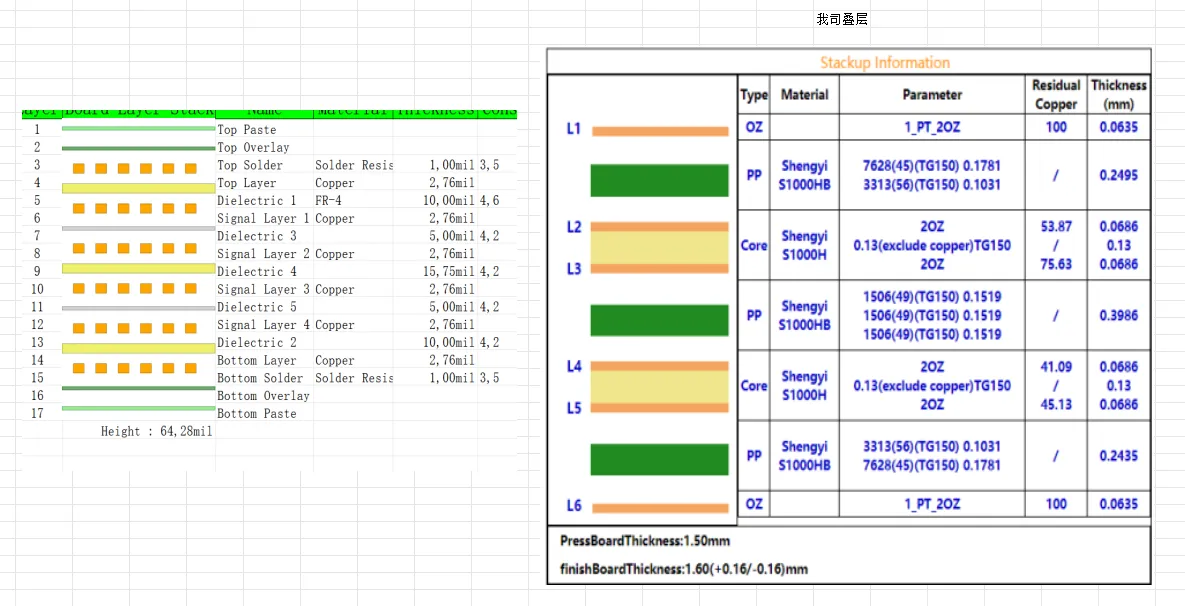
Figure 7: comparison of the custom stackup vs our available TG150 core and prepreg materials
Minor mismatches in material selection can cause warpage or delamination in 2oz multilayer boards during thermal cycling.
Manufacturing Risks and DFM Insights
This order highlighted common pitfalls in 6-layer heavy copper designs:
- Insufficient copper-to-edge clearance on 2oz layers increases edge defect risk after V-scoring.
- Ambiguous hole attributes (PTH/NPTH) frequently cause plating or etching errors.
- Silkscreen overlapping pads remains one of the most repeated issues affecting SMT yield.
- Stackup drawings must be validated against actual factory material libraries early.
Had we skipped these EQs, potential consequences included exposed copper shorts after depanelization, incomplete via fill leading to pad cratering, warpage exceeding mechanical tolerances, and reduced assembly first-pass yield. In past similar jobs, unconfirmed edge clearance resulted in visible copper on board sides, requiring manual rework or full scrap.
How the Engineering Team Resolved the Issues
We provided detailed annotated screenshots for each concern. After customer confirmation on edge copper handling, hole types (including the 5.0mm PTH holes), and silkscreen adjustments, we updated the working gerber files accordingly.
Our engineering team adjusted the panelization layout for better process margin and confirmed the final stackup using our standard TG150 materials to achieve the 1.6mm target thickness. Panelization was re-verified to ensure proper V-scoring alignment.
Through clear back-and-forth communication, we minimized risk while respecting the original design intent. This collaborative approach prevented multiple production delays.
Final Manufacturing Outcome
All engineering questions were resolved with customer approval. The working files were updated, stackup confirmed, and the job successfully passed final CAM review. Production was released with optimized parameters to ensure high yield on this 2oz 6-layer batch.
Key Takeaways for PCB Designers
- Maintain adequate copper clearance to board outline — especially important on 2oz+ designs to prevent edge exposure after V-scoring.
- Clearly define PTH and NPTH attributes in your fabrication notes and drill files. Ambiguity forces factories to seek confirmation.
- Avoid placing silkscreen legend directly on component pads. Review the legend layer against paste and copper layers before release.
- Provide stackup drawings that reference actual material types and thicknesses for accurate DFM feedback.
- For heavy copper boards, consider etch compensation effects when placing features near edges or large holes.
- Double-check large diameter holes (e.g., 5mm+) for correct plating specification in updated revisions.
- Verify panelization drawings against your outline to ensure process margins are respected.
FAQ
Q1: Why is copper-to-edge clearance critical on heavy copper PCBs?
A1: 2oz copper requires wider process margins during etching and routing. Insufficient clearance often results in exposed copper or burrs after V-scoring, increasing short circuit and cosmetic defect risks.
Q2: What problems occur when silkscreen overlaps component pads?
A2: Legend ink on pads interferes with solder paste adhesion and reflow, commonly causing weak joints, tombstoning, or complete soldering failure during SMT assembly.
Q3: How should designers specify PTH versus NPTH holes?
A3: Use proper drill file attributes, include clear fabrication notes, and avoid identical pad-drill sizes without traces for NPTH. Always confirm large holes in revisions.
Q4: Why do factories compare customer stackups with their own material library?
A4: Different cores and prepregs have unique dielectric constants and press thicknesses. Matching ensures the final board meets both thickness and electrical requirements.
Q5: What is the risk of unclear hole plugging on pads?
A5: After plugging and plating, pads may show recesses or incomplete surfaces, affecting component placement flatness and long-term reliability under thermal stress.